来自太原理工大学的研究团队在国际学术期刊 Materials Science & Engineering A 上发表了题为 Microstructure and mechanical properties of wire-fed laser additive manufacturing Inconel 718 single-bead wall 的研究论文。
Inconel 718 镍基高温合金因其高强度、优异的耐腐蚀性及抗疲劳性能,被广泛应用于航空发动机涡轮盘等关键部件。然而,该材料极难机械加工,限制了其在复杂几何形状零件上的应用。丝材激光增材制造(WLAM)技术凭借高材料利用率和优良的成形质量,成为制造复杂结构件的重要手段 。本研究旨在探究不同激光功率对 WLAM 成形 Inconel 718 微观结构演变及力学性能的影响,为寻找最优工艺窗口提供理论支撑。
Laser & Electron Beam Processing
研究团队在 920 W、1020 W 和 1120 W 三种激光功率下制备了 Inconel 718 单道墙试样,并系统分析了其热处理前的组织特征和力学响应。实验发现,由于 WLAM 具有较大的熔池和较慢的冷却速率,会导致明显的元素偏析和 Laves 相析出。研究结果表明,1020 W 功率下的试样在微硬度、抗拉强度和延伸率方面表现最为均衡,且材料在不同方向上的性能差异较小,表现出较弱的各向异性。
Laser & Electron Beam Processing
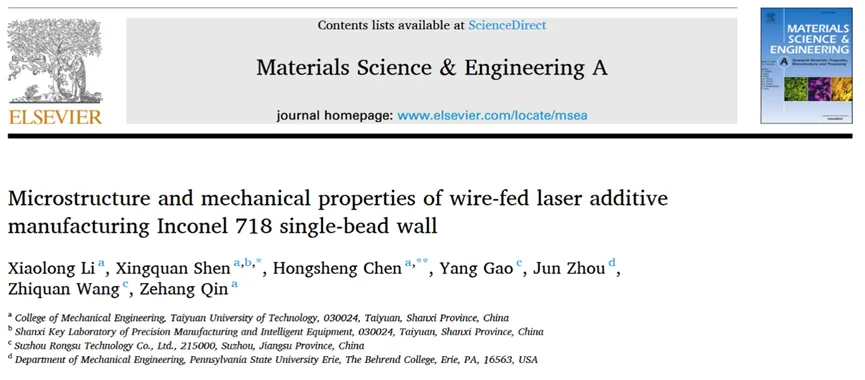
图1结合工艺原理示意图与不同激光功率下(920W、1020W、1120W)单道墙不同深度的金相照片,系统地展示了 Inconel 718 从原始等轴晶丝材经过熔池非平衡凝固,最终演变为沿建筑方向生长的粗大柱状晶的微观过程;研究结论表明,随着激光功率的增加,枝晶间脆性 Laves 相的分布由低功率下的连续长条带状逐渐转变为离散状,并在 1020W 功率下实现了最均匀的组织分布与较优的再结晶比例,从而能有效提升材料的综合力学性能并降低各向异性。
图1 丝材激光增材制造(WLAM)Inconel 718 的成形原理及不同激光功率下的组织演变图。
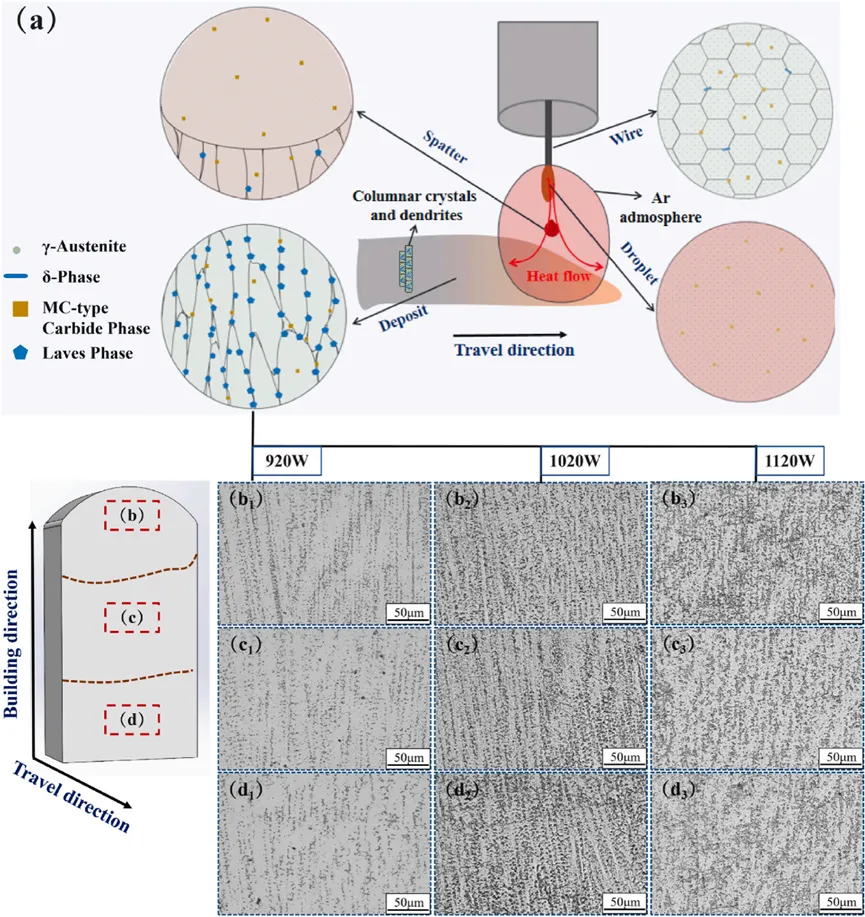
图2通过不同激光功率下的晶粒尺寸分布柱状图与组织构成图,定量展示了 WLAM 成形 Inconel 718 的晶粒细化程度及再结晶演变规律:随着激光功率从 920 W 增加到 1020 W,平均晶粒尺寸由 540.10 µm 显著细化至 351.75 µm,且再结晶比例达到峰值(23.9%),而当功率进一步增至 1120 W 时,受热积累影响晶粒发生粗化且再结晶比例骤降。由此得出结论:1020 W 是本研究中的最优功率参数,该工艺条件下获得的最小晶粒尺寸与最高再结晶比例是提升材料综合力学性能的关键微观组织基础。
图2 不同激光功率下 WLAM 成形 Inconel 718 的晶粒尺寸分布与组织状态组成图。
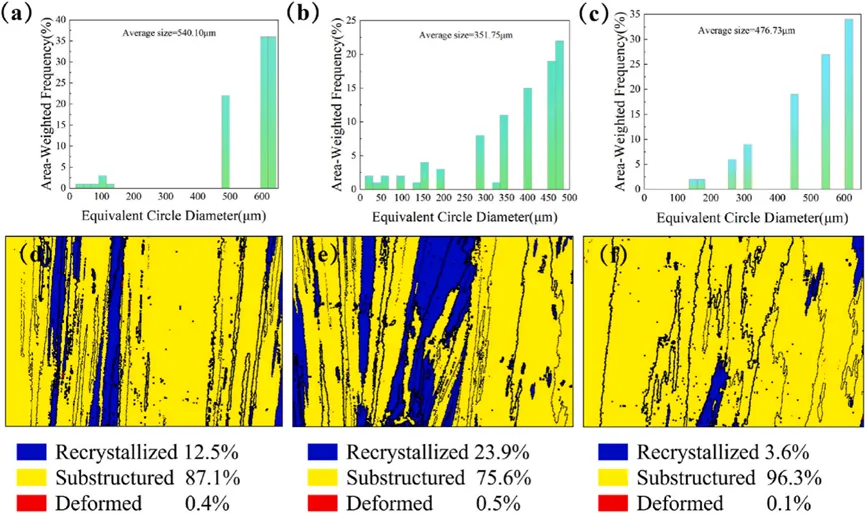
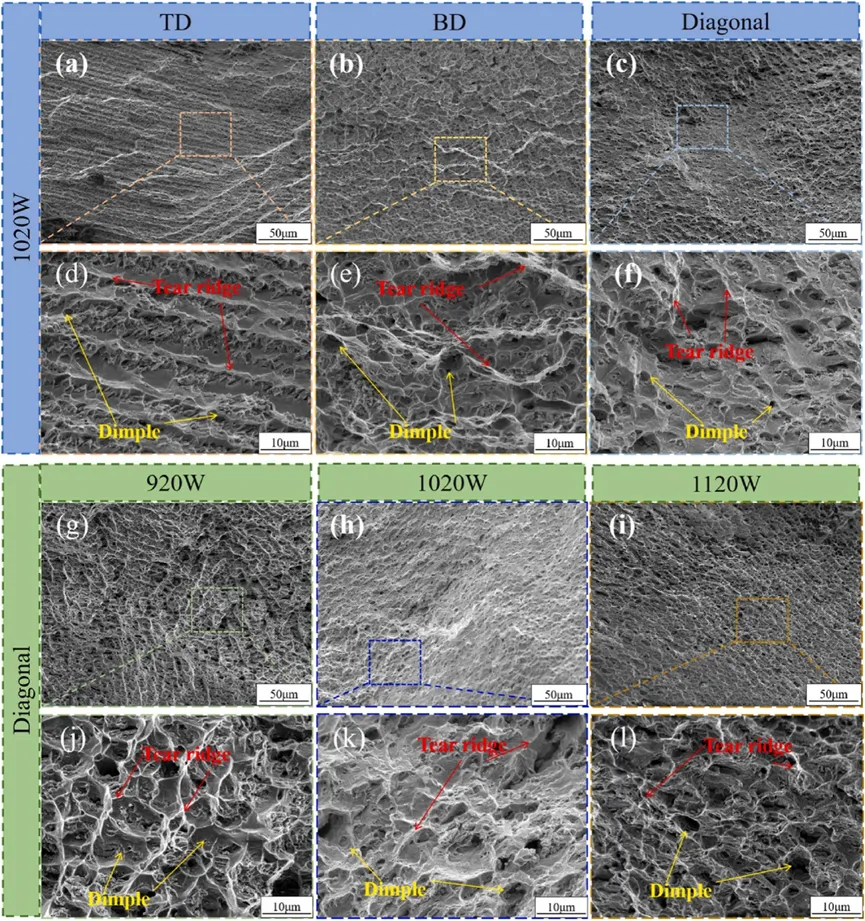
图 3 通过不同方向(TD 和 BD)拉伸断口的高倍 SEM 图像,详细展示了 WLAM 成形 Inconel 718 的失效机制:断口处分布着大量的韧窝(Dimples)以及受损的 Laves 相颗粒,清晰地揭示了材料在拉伸过程中微孔倾向于在硬脆的 Laves 相与基体界面处萌生、扩展并最终相互连接导致断裂的典型微观过程。研究结论指出,该材料的断裂模式为韧性断裂,且由于 Laves 相与基体间的变形不匹配,Laves 相的分布形态(如 TD 方向的带状分布)是造成材料塑性各向异性的主要诱因。
图3 不同激光功率下 WLAM 成形 Inconel 718 的析出相形态与元素分布(EDS)分析图
研究系统论证了 WLAM Inconel 718 的性能优选工艺。在 1020 W 的最优工艺窗口下,适度的热输入促进了晶粒细化和再结晶,使材料即便在未热处理的状态下也能获得优异的强度与塑性配合。研究确定的低各向异性特征,证明了 WLAM 技术在修复大型复杂薄壁件或异种金属连接方面的独特优势。
Laser & Electron Beam Processing
原文链接:
https://doi.org/10.1016/j.msea.2026.150330
转载&投稿通道:邮箱laser0923@163.com
投稿邮件标题统一命名为“投稿+文章标题”格式,文章以附件形式附上。