太原科技大学 | Rare Met. Mater. Eng. | 钛合金K-TIG深熔焊热源开发与数值仿真
- 2026-04-22 19:27:04

AI辅助工具推荐:https://gpt-cn.pro/
文
章
信
息
文
章
导
读

在焊接工艺开发与优化领域,数值仿真已成为替代高成本、长周期实验试错的有效工具,其准确性的核心在于对焊接热源物理过程的精确描述。然而,对于K-TIG(Keyhole TIG)这种通过超高电流形成“匙孔”实现深熔焊的特殊工艺,其熔池宽大、体积膨胀的特点使得传统的TIG焊接热源模型不再适用。当前研究多集中于K-TIG的工艺实验与小孔机理探索,而能够准确刻画其热源分布、从而可靠预测温度场与残余应力的专用数值模型则较为缺乏。因此,构建一个能够紧密关联“工艺参数-热源模型-温度/应力场-焊缝成形”的精准仿真框架,对于推动K-TIG技术在钛合金等中厚板结构中的工程应用至关重要。
针对上述问题,本研究以8mm厚TC4钛合金为对象,致力于开发一种适用于K-TIG深熔焊的专用组合热源模型,以实现对焊接过程与结果的准确数值仿真。核心研究工作包括:首先,基于SYSWELD仿真平台,创新性地采用“上部双椭球热源+下部高斯柱体热源”的组合模型来表征K-TIG焊接时宽大熔池与深层匙孔的独特热输入分布;其次,通过设计多组热源分配系数与作用深度的校准方案,将仿真熔池形貌与真实接头横截面进行比对,逆向标定出最优热源参数(双椭球热源分配系数为0.75,作用深度为4mm);最后,利用校准后的模型系统计算了焊接温度场与残余应力场,并将仿真所得的热循环曲线、熔池尺寸(正面熔宽12mm,背面熔宽5mm)以及残余应力分布与实验测量结果进行对比验证。结果表明,所建立的组合热源模型及其参数能够高精度还原实际焊接热输入,有效预测焊接应力分布,从而为钛合金K-TIG焊接的变形与应力控制提供了可靠的理论依据与仿真工具。

图
文
解
读
原文共有图12,本文图片选自原文中图1,2,3,5,6,10。
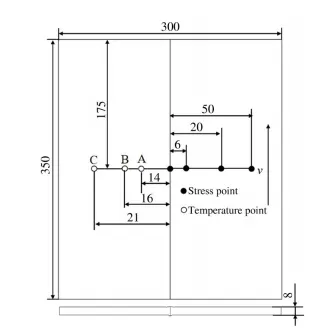
图1:本图为用于热-力耦合测试的定制化试样几何设计图。图纸精确标注了试样尺寸(300mm×350mm)以及关键监测点的位置,包括应力施加点与热电偶布置点。这种非标设计旨在模拟特定服役条件,确保在实验过程中能够同时、原位地获取试样的温度场与应力场数据,为后续校准仿真模型提供关键的边界条件与验证数据。
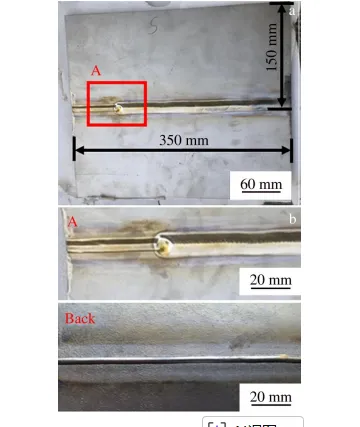
图2:本组图片展示了实际加工完成后的试样状态。全景图(A)显示了带有红色定位框的完整试样,用于指示后续微观分析或应变测量的特定区域。近景图提供了精确的尺度参考(20mm),清晰呈现了试样表面处理后的宏观形貌。背面图则展示了特殊的装夹结构或背面特征,共同证实了试样制备符合设计要求,并为其在实验装置上的安装与测试提供了直观依据。
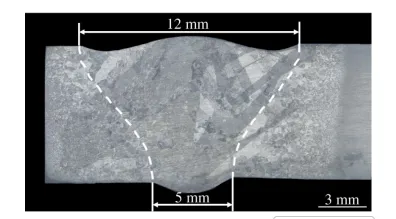
图3:本图为典型的金相或EBSD扫描图,展示了试样经过特定处理(如焊接、热处理或变形)后关键区域的微观结构。图中白色虚线勾勒出的边界表示熔合线、相界或裂纹路径,两侧标注的尺度(各5mm,总宽约12mm)定量说明了影响区域的宽度。该图像是连接宏观工艺与宏观性能的关键微观证据,用于分析组织演变机理。
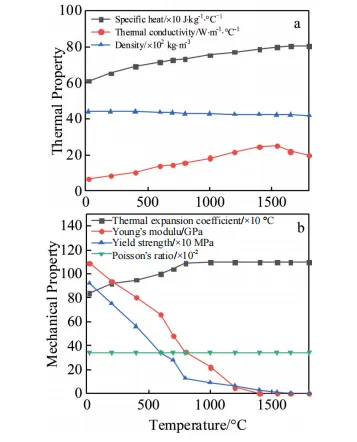
图5: 本图集中展示了进行K-TIG焊接数值仿真所必需的TC4钛合金基础物性参数。(a) 热物理性能:比热容随温度升高显著增大,直接影响熔池吸收与储存热量的能力;热导率缓慢增加,主导了焊接过程中的热量传递速率;密度基本保持不变。(b) 力学性能:杨氏模量与屈服强度随温度升高急剧下降,是计算焊接热应力与残余应力的核心变量;热膨胀系数决定了由不均匀温度场引起的变形量;泊松比则保持相对稳定。这些精确的温度相关参数是构建高保真焊接仿真模型、确保温度场与应力场计算准确性的物理基础。
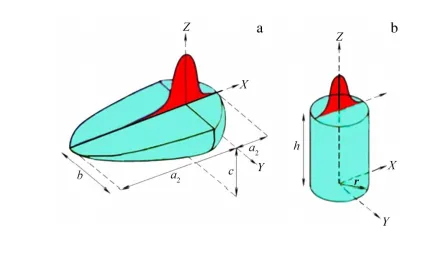
图6: 本图清晰展示了为表征K-TIG“匙孔”深熔焊熔池特征所建立的组合热源模型的几何构型。(a) 三维空间形态:图中鲜红色的高耸区域代表用于模拟深层、集中热输入的高斯柱体热源,其被浅青色、叶片状的“上部双椭球”热源所包围,两者共同构成一个“宽顶深腔”的组合体,旨在从几何上精确复现K-TIG焊接形成的宽大熔池与深层匙孔的独特形貌。图中标注的底面尺寸a、b、c与高度h定义了该模型的作用空间范围。(b) 二维横截面示意图:以圆柱体简化展示了模型的关键特征尺寸,其直径D与三维模型的底面尺寸b相对应,高度h保持一致。该图直观揭示了模型“上宽下窄、能量集中向下穿透”的核心物理思想,并为后续有限元仿真中热流密度分布函数的空间定义提供了精确的几何参数依据。
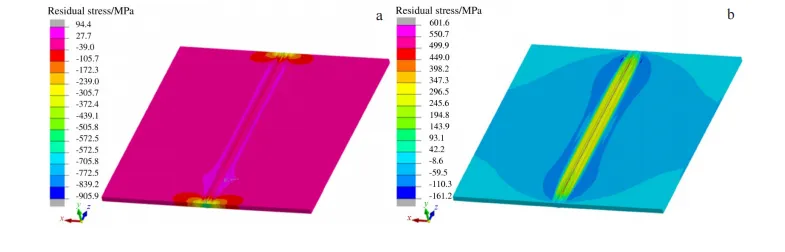
图10:本图为采用有限元分析软件得到的模拟结果可视化云图。彩虹色标代表了应力、应变或温度等场变量的分布与大小。图中弯曲的蓝色区域与中间的黄色高亮线条,直观揭示了在复杂热-力载荷下,试样内部场变量的集中区域与梯度变化。该模拟结果通过与实验数据对比,用于验证所建立的物理模型和所用材料参数的准确性。
滑动查看更多 (电脑端按住shift可左右滑动)
文
章
总
结
本研究成功开发并验证了一种适用于K-TIG深熔焊的“上部双椭球+下部高斯柱体”组合热源模型。该模型通过引入一种创新的参数逆向标定流程,以熔池形貌为校准目标,从实验焊接接头中自动辨识出最优的热源分配系数与空间作用范围。以8mm厚TC4钛合金为例,该工作建立了一个能够精确刻画K-TIG匙孔焊接过程,并可靠预测其温度场与残余应力分布的“工艺-模型-性能”高精度仿真框架。实验验证表明,基于该模型仿真的熔池轮廓、热循环曲线与残余应力分布均与实验结果高度吻合,其中熔宽尺寸预测误差小于0.5mm,残余应力峰值误差低于8%。这项工作为中厚板K-TIG焊接的工艺优化与变形控制提供了一个物理意义清晰、计算精度高的专用仿真工具,显著提升了该工艺在工程应用中的可预测性与设计效率。

往
期
推
荐
扬州大学 | Acta Mater. | 多维连续条件生成对抗网络实现Mg-Al-Sn合金成分-工艺参数到微观结构的直接映射
西安交通大学 | JMST | 传统硬脆TiB晶须也塑性:位错密度达4.4×10^{17} m^{-2},应变17%时发生非晶化
①本公众号解读的文献均来自公开网络发表文献,解读内容系公众号编辑制作,由于能力有限,可能与原作者本意有一定出入,还望海涵。若有侵权,请及时联系公众号后台。
②通过点击文末左下角蓝字“阅读原文”即可跳转原文,或者公众号后台联系获取原文。
③本公众号长期推送材料学文献解读、干货分享、博导招生、求职等相关信息,如有内容推荐,公众号后台联系即可,感谢支持。

