全球能源与气候问题推动轻量化结构发展,碳纤维增强聚酰胺6(CF/PA6)复合材料凭借轻质、高强、高刚性、耐腐蚀的优势,成为金属替代材料的核心选择。热熔接无机械连接的应力集中/分层问题、无胶接的长固化周期,其中电阻焊因工艺简单、灵活、加工时短、无需表面处理、经济性高,成为热塑性复合材料优选连接方式。碳纳米管(CNTs)可提升复合材料界面结合性能,本文采用火焰法在不锈钢网加热元件表面生长CNTs,探究工艺参数与热膨胀系数(HE)对碳纤维增强聚酰胺6(CF/PA6)复合材料焊接强度的影响。
本研究成果《The influence of process parameters and carbon nanotubes on composite material joints》由太原科技大学李岩/刘思远团队发表于国际期刊Polymer Composites。
论文链接:
https://doi.org/10.1002/pc.28807
实验核心
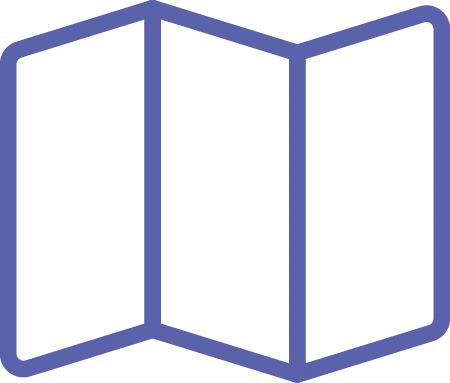
本实验以CF/PA6复合材料为对象,采用不锈钢网作电阻焊加热元件,通过正交实验优化焊接工艺;以火焰法在金属网表面生长并纯化碳纳米管,测试接头剪切强度,结合SEM、EDS与超声检测分析微观结构与缺陷,揭示工艺参数和碳纳米管对接头强度的影响。
图1 碳纳米管网状表面生长流程图
核心结果与分析
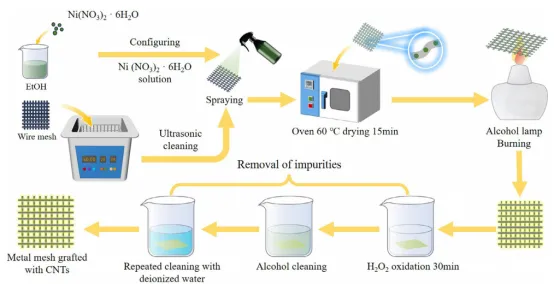
1.电阻焊最优工艺参数确定:直观呈现焊接时间、电流、不锈钢网目数、焊接压力对接头强度的影响趋势。经正交实验确定最优工艺:焊接电流22A、焊接时间 35s、焊接压力0.3MPa、加热元件为200目不锈钢网。
图2 CF/PA6焊接接头主效应图
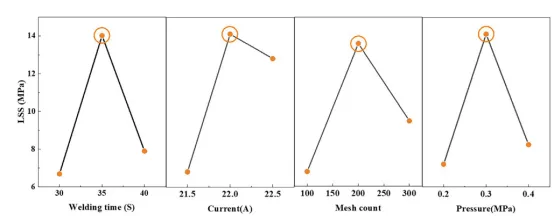
2.基体包裹度决定接头强度:低强度接头→基体流动性差,金属网包裹疏松、内部空隙极多;中强度接头→包裹性提升但仍存大量孔隙;高强度接头→金属网完全嵌入基体,树脂包裹紧密,界面结合最优。
图3不同条件下尼龙基体对金属网包裹程度的示意图。(A)低结合强度;(B)中等结合强度;(C)高结合强度
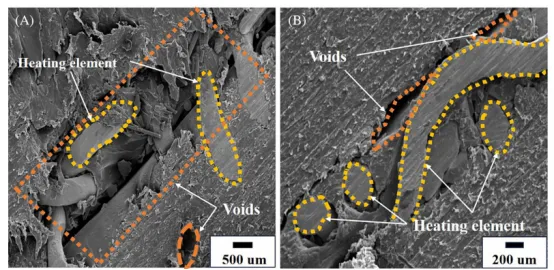
3.焊接接头截面微观图:接头边缘树脂挤出导致空隙多、金属丝外露;中心区域空隙更少,但PA6对金属网润湿性差,仍存在孔洞缺陷。
图4 CF/PA6焊接接头横截面的微观特征。(A)接头边缘部分;(B)接头中心部分
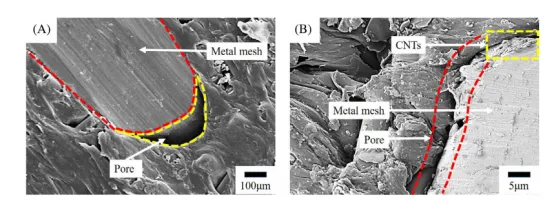
4.未生长/生长CNTs的金属网与基体结合对比图:未生长CNTs时界面间隙大、结合薄弱;生长CNTs后界面润湿性提升,孔隙大幅减少,接头剪切强度显著提升。
图5金属网与基底之间的结合程度。(A)未生长的碳纳米管;(B)生长中的碳纳米管
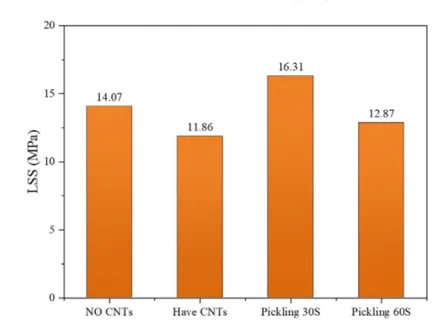
5.不同处理组接头检测:CNTs改性+酸洗30s的接头强度最优;酸洗60s因表面杂质增多强度回落,证实30s为最佳酸洗时间。
图6 超声波无损检测图
研究结论
1.确定CF/PA6复合材料电阻焊最优工艺:电流22A、焊接时间35s、压力0.3MPa,加热元件选用200目不锈钢网。
2.接头强度由PA6基体对金属网的包裹度决定,接头边缘缺陷多于中心,添加PA6薄膜可大幅填补空隙、提升强度。
3.火焰法在金属网表面生长CNTs 并酸洗30s纯化,能显著提升界面润湿性、减少内部孔隙,焊接强度由14.016MPa提升至16.31MPa。
采用火焰法低成本原位生长CNTs改性不锈钢网加热元件,显著提升CF/PA6焊接界面润湿性与接头强度。
经正交实验精准锁定最优电阻焊工艺,为热塑性复合材料电阻焊提供明确工艺参考。
结合多维度表征揭示缺陷-强度关联,提出PA6薄膜补脂方案,大幅解决接头内部空隙问题。
本文发表于微信公众号“焊接科学”
欢迎联系转载
未经许可谢绝转载至其他网站
焊接科学
微信号(SOW_welding)
投稿邮箱:hanjiekexue@163.com
合作联系微信:hanjiekexue
点“在看”给我一朵小黄花

 10个月宝宝每天需要喝多少奶粉?
10个月宝宝每天需要喝多少奶粉?
