科学拾光:专注科学前沿,传递学术动态,以严谨视角解读科学进展,探索未知领域,助力科学探索之路。
1. 简介
钛/钢复合管在海洋工程和石油化工行业中的广泛应用受到缺乏高效制备方法的严重制约。
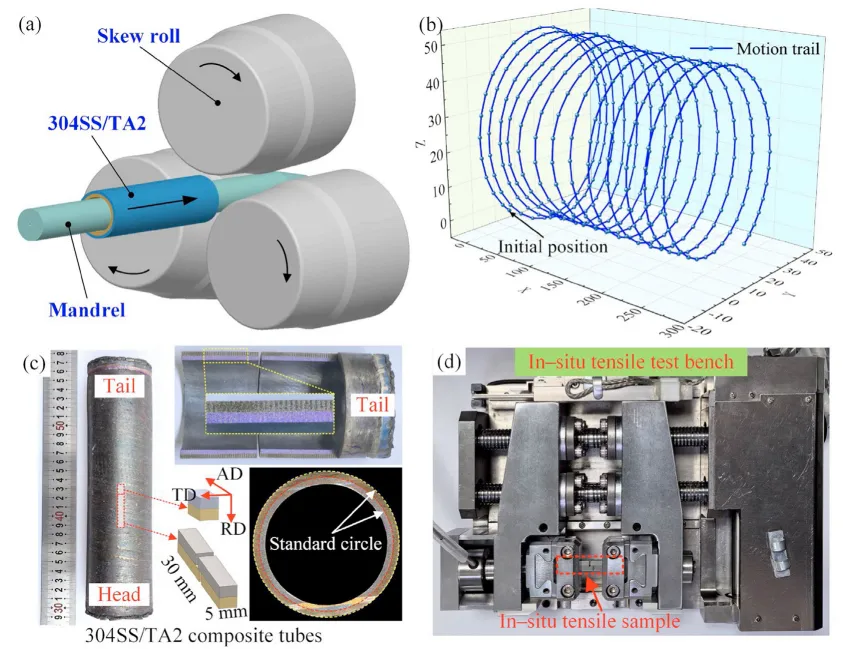
本研究采用三辊斜轧工艺成功制备了具有冶金结合的高强度304不锈钢/TA2复合管,填补了大长径比钛/钢复合管制备的空白。基于三辊斜轧独特的非均匀变形特性,本研究系统探讨了温度对界面微观组织和结合强度的影响。结果表明,在600–800°C温度范围内,304不锈钢/TA2复合管的结合强度先升高后降低。与传统爆炸焊接(~185 MPa)和扩散连接(~150 MPa)相比,700°C时的峰值结合强度达到247.73 MPa,提高了34%。结合强度的增强可归因于两个关键机制:(1) 固溶强化层和β-Ti相的形成,有效阻碍了TA2侧的应变向界面传递,从而延迟了界面失效;(2) 界面附近微米级不连续β-Ti相与纳米级TiC颗粒之间的协同相互作用,共同产生了多尺度颗粒钉扎效应,进一步增强了界面结合。这些发现表明,在三辊斜轧过程中精确控制温度可有效调控界面结构,为实现异种金属复合管的高强度结合提供了一条可行的技术途径。
2. 文章亮点
1. 首创了三辊斜轧制备大长径比钛/钢复合管的新工艺
针对钛/钢复合管高效制备的难题,采用三辊斜轧工艺成功制备出304不锈钢/TA2复合管,实现了冶金结合,峰值结合强度达247.73 MPa,较爆炸焊接(~185 MPa)提高34%,填补了大长径比复合管制备空白。
2. 揭示了固溶强化层协同β-Ti相阻碍应变传递的界面增强机制
扩散形成的固溶强化层和β-Ti相显著提高了TA2侧近界面的硬度,在拉伸-剪切过程中有效阻碍应变从TA2基体向界面传递,起到保护界面、延迟失效的作用。
3. 发现了微米级不连续β-Ti与纳米级TiC的多尺度颗粒钉扎协同效应
700°C时,界面附近形成微米级不连续β-Ti相,与纳米级TiC颗粒协同作用,产生多尺度颗粒钉扎效应;结合超细纳米晶层带来的背应力强化和层间强韧协同,显著增强界面结合强度。
3. 研究背景
金属管材广泛应用于国防军事工业、石油化工行业以及民用基础设施项目中。然而,工业进程的快速发展暴露了传统单一金属管材在极端服役条件和轻量化需求下的固有局限性。金属复合管集结构与功能性能于一体,因其优异的综合性能和成本效益,展现出替代传统单一金属管材的潜力。尽管如此,金属复合管的广泛应用仍面临诸多挑战,特别是界面结合强度不足、均匀性控制困难以及缺乏高效的制造设备。这些技术瓶颈严重阻碍了复合管产品的工业化应用。
近年来,多种成形工艺已被应用于金属复合管的制备,并取得了显著进展。Salehi等人采用管材拉拔工艺成功制备了Al/Cu双金属管,通过剧烈塑性变形在界面处实现了冷压焊接。Swarnkar等人开发了一种新型的摩擦搅拌反向挤压包覆方法,通过高温下的相互扩散在界面处实现了冶金结合。Zhang等人将剪切变形与直接挤压变形相结合,制备了Mg/Al复合管。剪切变形的引入有效减少了界面处的裂纹和缺陷。在提高界面结合强度方面,Li等人采用爆炸焊接制备了L415QS/N08825双金属管,确保了其工程适用性。He等人发现,在碳钢/不锈钢复合管的皮尔格热轧过程中增加变形比可以有效细化结合层中的污染物颗粒,从而提高界面强度。尽管这些技术已实现了某些部件的小批量生产,但仍面临成形尺寸受限的瓶颈。理想适用于各种管道应用的大长径比冶金复合管尚无法连续成形。在当前工程实践中,常用的机械套管经常发生衬里分离和屈曲塌陷等失效事故。实现界面的冶金结合将为这些问题提供根本性解决方案,显著提高管线的服役性能和可靠性。
为了解决大长径比复合管的制造难题,研究人员进行了一系列探索。Kerdkool等人开发了离心自蔓延高温合成工艺,成功制备了内衬Fe-Al金属间化合物-TiB₂-Al₂O₃复合材料的钢管。然而,复合层中大量气孔等缺陷的存在严重限制了其工程应用。Ji等人提出了固-液铸轧复合工艺,在制备Cu/Al和Ti/Al复合管方面取得了突破。然而,该工艺不适用于那些具有高变形抗力、高熔点以及界面结合困难的材料。三辊斜轧工艺因能高效生产大长径比无缝管而得到广泛认可,其优势包括生产效率高、尺寸精度精确和设备结构简单。基于这些优势,我们团队开发了三辊斜轧复合工艺,成功制备了45碳钢/316L不锈钢复合管,其界面结合均匀,结合强度甚至超过了45碳钢基体。45碳钢/316L不锈钢复合管的成功制备为生产海底管道系统、核电工程和石油化工行业迫切需要的钛/钢复合管提供了必要的技术基础。然而,实现界面高强度冶金结合仍然是一个需要解决的关键问题。
制备钛/钢复合管的核心挑战源于它们的热力学不相容性和物理性能的显著差异,特别是在热膨胀系数和晶体结构方面。此外,高温下形成的Fe-Ti金属间化合物表现出高脆性,这显著降低了界面结合强度。在钛/钢复合板轧制中,已有研究表明精确的温度控制可以有效抑制金属间化合物的形成,同时提高结合强度,其中800–900°C被确定为最佳轧制温度范围。然而,三辊斜轧复合工艺与传统轧制有根本区别:一方面,它将平面变形转化为复杂的三维空间变形,导致界面反应更加复杂;另一方面,横截面在轧制过程中经历从圆形到三角形再回到圆形的连续形态转变,引发显著的变形升温,从而提高管材温度。因此,为复合板建立的最佳轧制参数不能直接外推至三辊斜轧,需要系统研究。此外,微观结构在决定材料的塑性变形行为中起着关键作用。然而,Fe-Ti界面微观结构与剪切断裂行为之间的内在关系仍然知之甚少,需要通过机理研究来阐明其基本原理。
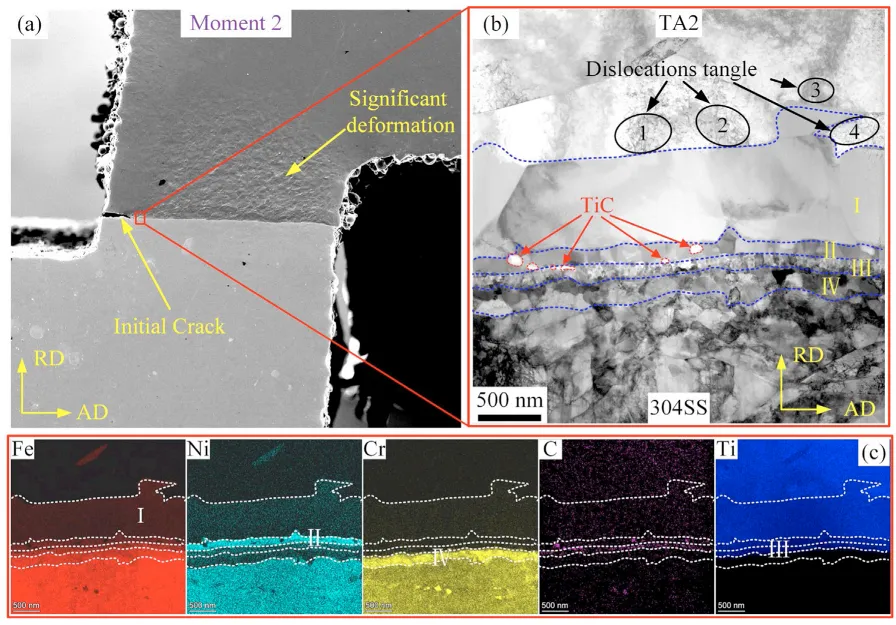
在本研究中,通过三辊斜轧工艺成功制备了具有良好变形协调性和高结合强度的高质量304不锈钢/TA2复合管,并对最佳轧制温度进行了系统研究。通过原位拉伸-剪切试验,结合三辊斜轧的变形特性,阐明了轧制温度影响界面微观结构演变和剪切断裂行为的机制。特别是在700°C时,纳米级TiC颗粒与微米级不连续β-Ti相协同相互作用产生的多尺度颗粒钉扎效应,加上扩散层的固溶强化,构成了界面强化的关键机制。这项工作为开发高强度钛/钢复合管提供了新的思路和方法。
4. 图文解析
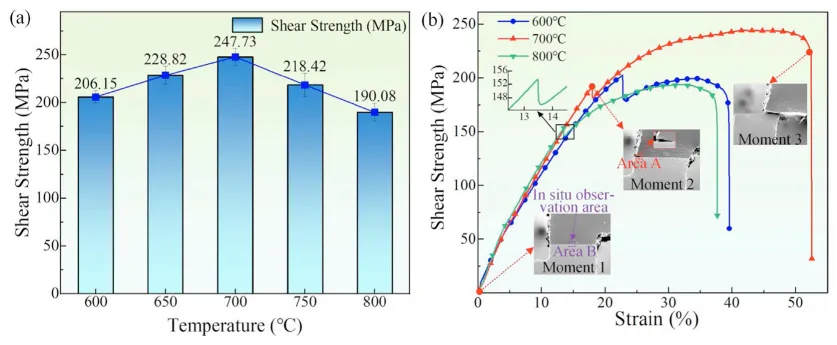
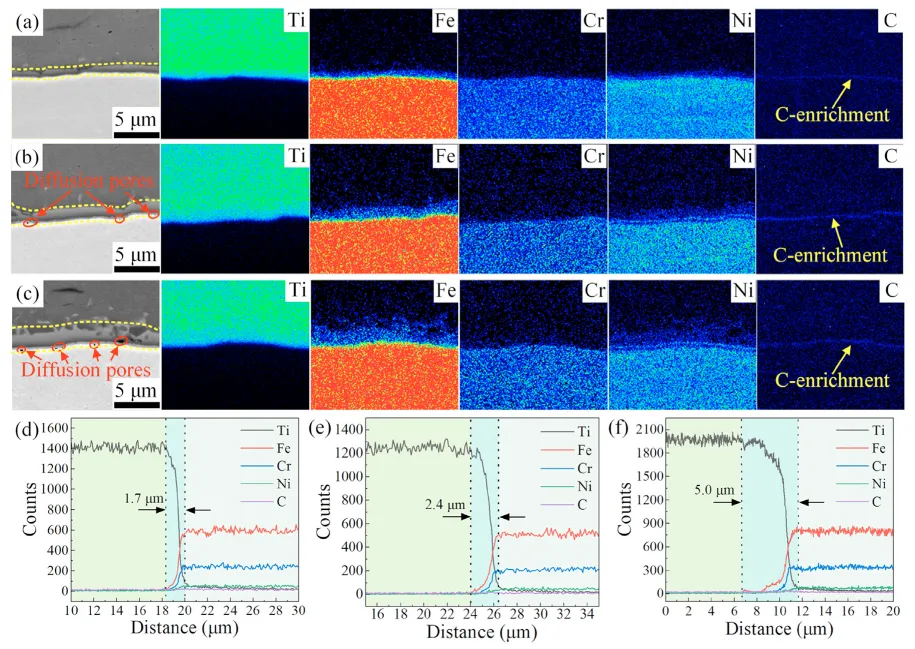
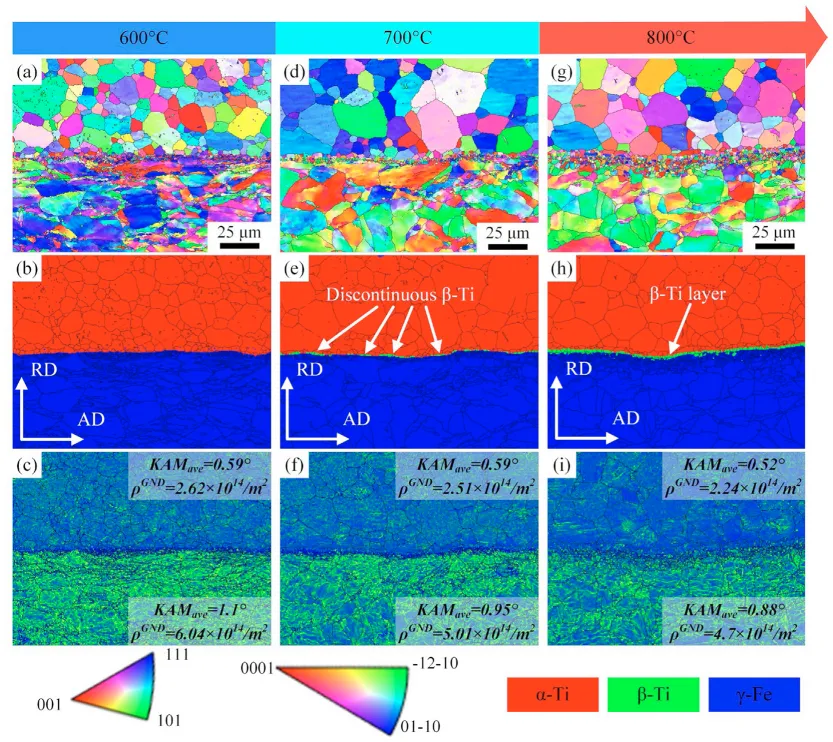
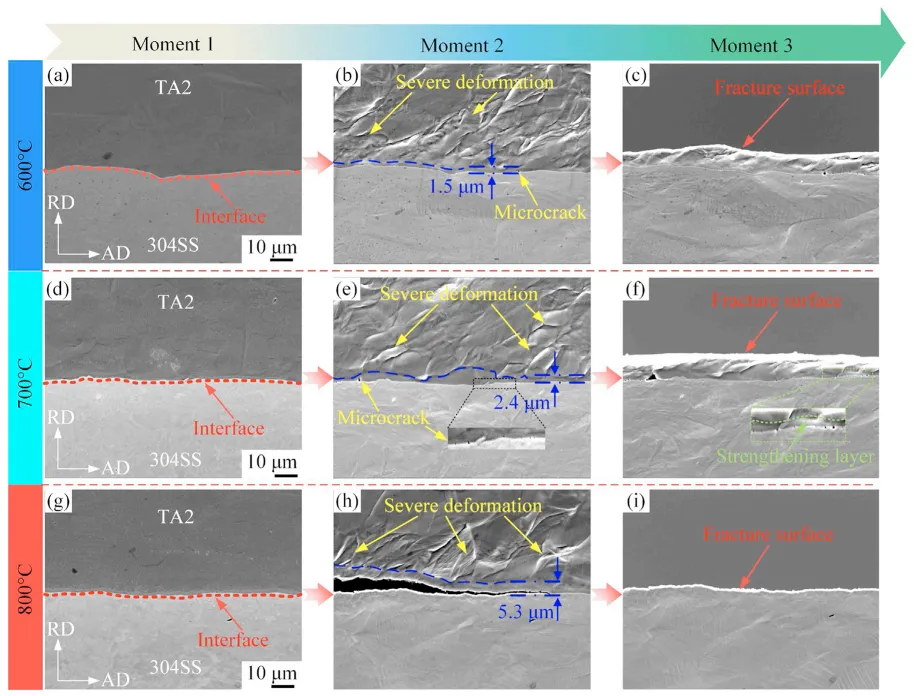
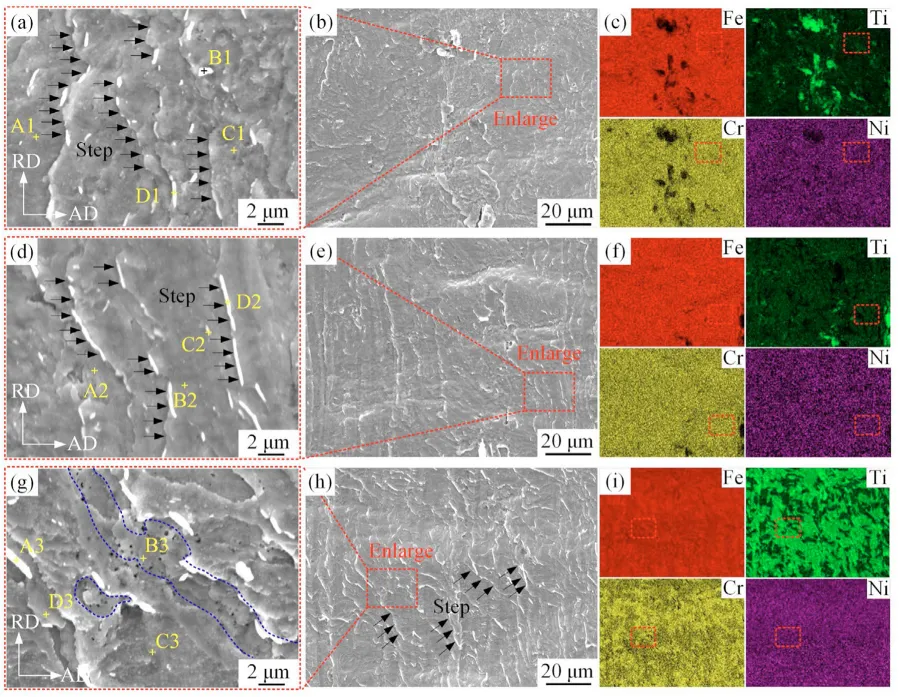
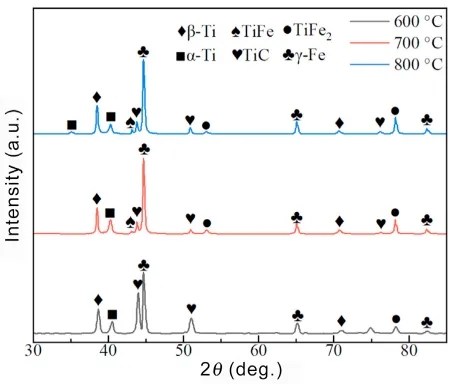
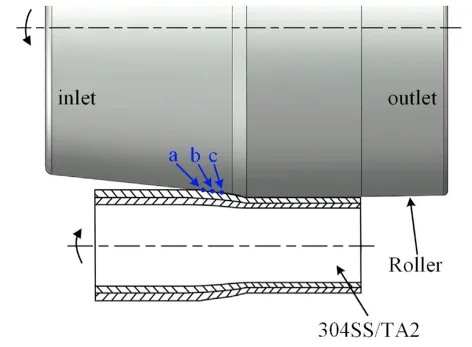
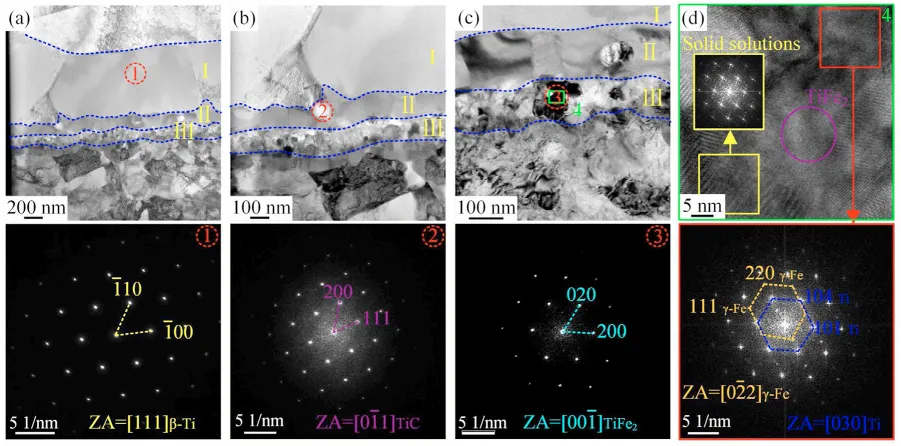
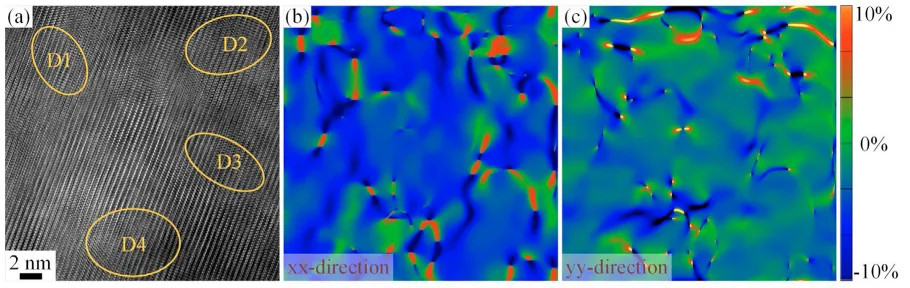
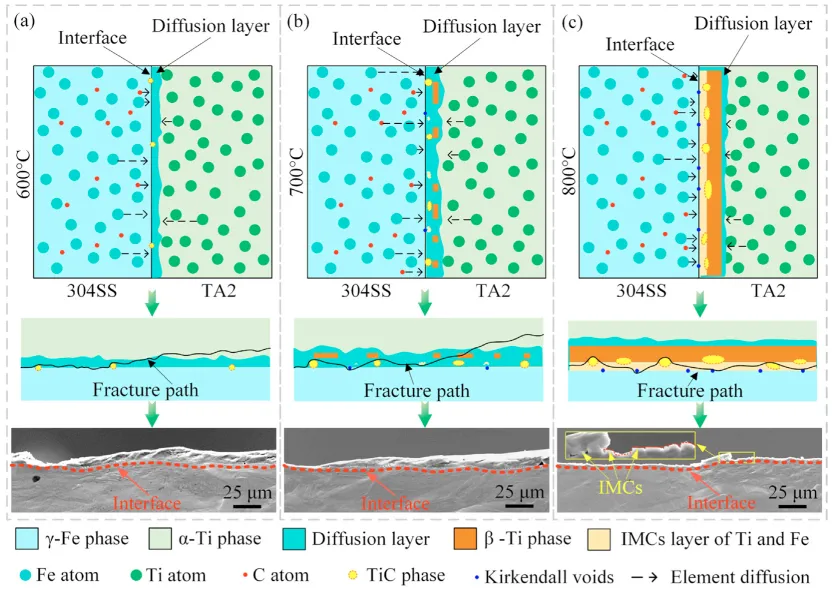
图1. (a) 三辊斜轧复合工艺示意图;(b) 轧制过程中304SS/TA2复合管上物质点的运动轨迹;(c) 304SS/TA2复合管实物图及试样提取位置;(d) 原位拉伸试验台及试样夹持位置。图2. 304SS/TA2复合管的界面结合强度: (a) 结合强度随温度的变化;(b) 在600、700和800°C下的拉伸-剪切曲线。图3. 304SS/TA2复合管在 (a, d) 600°C、(b, e) 700°C和 (c, f) 800°C下的界面结构、元素分布图及EDS线扫描结果。图4. 在 (a, d, g, j) 600°C、(b, e, h, k) 700°C和 (c, f, i, l) 800°C下304SS/TA2复合管界面的EBSD相图(相分布和晶界分布)。图5. 在原位拉伸-剪切过程中,图2(b)中B区域在三个不同时刻的SEM图像: (a-c) 600°C, (d-f) 700°C, (g-i) 800°C。图6. 图2中A区域304SS侧剪切断口的形貌及EDS面分布图: (a-c) 600°C, (d-f) 700°C, (g-i) 800°C。图7. 在600-800°C下304SS侧断口(A区域)的XRD图谱。图8. 变形过程中轧辊与复合管接触的示意图。图9. 700°C下304SS/TA2复合管的TEM分析: (a) 加载至时刻2的拉伸-剪切试样TEM取样位置示意图;(b) 界面的微观结构形貌;(c) 与图(b)对应的元素分布图。图10. 图9中局部位置的TEM图像和SAED花样: (a) 位置①;(b) 位置②;(c) 位置③;(d) 位置③的HRTEM和SAED图像。图11. (a) 图9(b)中区域1的HRTEM图像;(b) xx方向的GPA图;(c) yy方向的GPA图。图12. 不同温度下界面结构的示意图: (a) 600°C;(b) 700°C;(c) 800°C。5. 文章结论
在本研究中,采用三辊斜轧复合工艺在600至800°C的温度范围内成功制备了具有高强度冶金结合的304SS/TA2复合管。通过系统研究温度对元素扩散、界面微观结构和结合强度的影响,阐明了不同温度下的界面结合机制和强化效果。主要发现如下:
(1) 制备的304SS/TA2复合管具有良好的直线度和圆度。三辊斜轧复合工艺实现了均匀的壁厚分布以及内外管之间的协调变形。304SS/TA2复合管的结合强度随温度升高先增大后减小,在700°C时达到最大值247.73 MPa。
(2) 元素扩散提高了TA2侧近界面区域的硬度,形成了固溶强化层,其厚度随温度升高而增加。在拉伸-剪切测试中,该强化层有效地阻止了应变从TA2基体向界面的传递,从而保护和增强了界面结合。然而,高温(800°C)下的过度扩散促进了金属间化合物和Kirkendall空洞的大量形成,导致结合强度显著下降。
(3) 随着温度从600°C升高到800°C,界面处大量细小的TiC颗粒聚集形成更大、伸长的TiC结构,提供了颗粒钉扎效应。同时,界面附近的β-Ti经历了从“无β-Ti”到“不连续β-Ti”再到“层状β-Ti”的转变。在700°C时,微观界面处形成了一个包含超细纳米晶层的多层结构。在没有脆性金属间化合物形成的情况下,通过背应力强化和层间的强韧协同作用提高了界面性能。
(4) 三辊斜轧工艺的非均匀变形特性为界面结构调控提供了独特优势。通过控制温度(最佳为700°C),在TA2侧界面附近形成了微米级不连续的β-Ti相,该相与界面处的纳米级TiC颗粒协同相互作用,产生了多尺度颗粒钉扎效应。这种结构特征增强了界面结合强度并提高了复合管的塑性。
全文链接
https://doi.org/10.1016/j.jmst.2025.05.072
声明
以上图文版权归原作者所有。如有侵权,请联系删除。
本期

 10个月宝宝每天需要喝多少奶粉?
10个月宝宝每天需要喝多少奶粉?
