【论文推送】太原科技大学|Arch. Civ. Mech. Eng.:从 EBSD 到 NaCl 磨损,一文看懂 EBSR 改性 2205 双相钢的最优窗口
🧾 :Effect of remelting treatment on the friction and wear properties of 2205 duplex stainless steel in 3.5% NaCl solution
👤 :G. Zhao;Y. Wu;Q. Wang;J. Li;Y. Li;Y. Wang
🏫 :太原科技大学
📘 :Arch. Civ. Mech. Eng.
📅 :2026,26:156
🔗 :https://doi.org/10.1007/s43452-026-01517-2
🔥 研究背景
⚙️ 2205 双相不锈钢凭借铁素体-奥氏体双相组织,兼具高强度(屈服强度超过普通奥氏体不锈钢两倍)和优异的抗氯化物应力腐蚀开裂能力,广泛应用于海水淡化、化工容器和海洋环境。
⚠️ 但在泵阀、海洋轴承等摩擦磨损工况下,2205 钢常因硬度不足而失效;传统热处理又容易在 550–850 °C 区间诱发 σ 相脆化,反而劣化性能。
🔬 激光、离子束、电弧等表面改性各有局限——热影响区过大、稀释率高、工艺敏感性强。
📌 电子束表面重熔(EBSR)可在高真空中实现聚焦能量输入,HAZ 宽度可控制在 ≤100 μm,同时去除氧化物与挥发性杂质,是精细化表面改性的优势方案。
🧪 然而,EBSR 对 2205 钢在含氯介质中摩擦磨损行为的系统研究仍然非常有限。
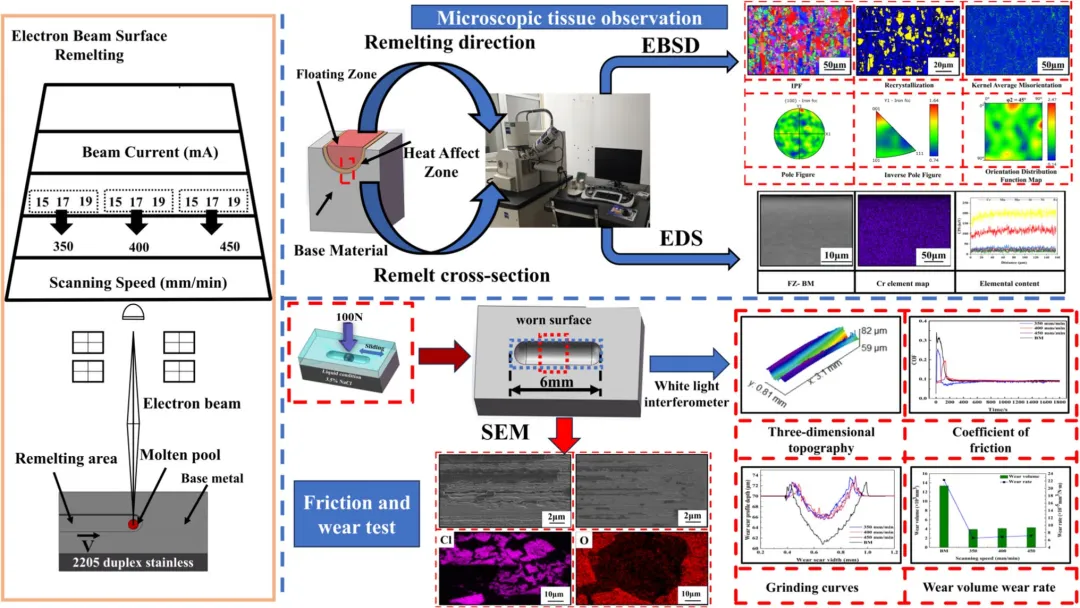
实验流程与 EBSR 工艺示意图
🧪 实验设计
🧱 基体为 200 mm × 200 mm × 4 mm 的 2205 双相不锈钢,经逐级研磨至 2000# 后超声清洗。
⚡ EBSR 处理使用 SEBW80KV/12 kW 真空电子束焊机,加速电压 60 kV,环形扫描(外径 5 mm),采用束流(15/17/19 mA)× 扫描速度(350/400/450 mm/min)的 3×3 全因子设计。
🔧 表面粗糙度由白光干涉仪获取,显微硬度采用 HVS-1000(1.96 N / 15 s,每样 10 点取均值)。
🔬 微观组织表征包括 EBSD(IPF、再结晶分布、KAM)和 EDS 线扫描,覆盖熔合区(FZ)、热影响区(HAZ)和基体(BM)三个区域。
🏭 摩擦磨损测试使用 Rtec Instruments MFT-5000 多功能摩擦磨损试验机,对磨副为 Φ6.35 mm Si₃N₄ 陶瓷球,载荷 100 N,频率 1 Hz,行程 6 mm,持续 30 min,介质为 3.5% NaCl 溶液(室温 20 °C)。
📊 磨痕三维形貌与截面轮廓由白光干涉仪结合 Gwyddion 软件处理获得,磨损体积与磨损率通过称重法计算。
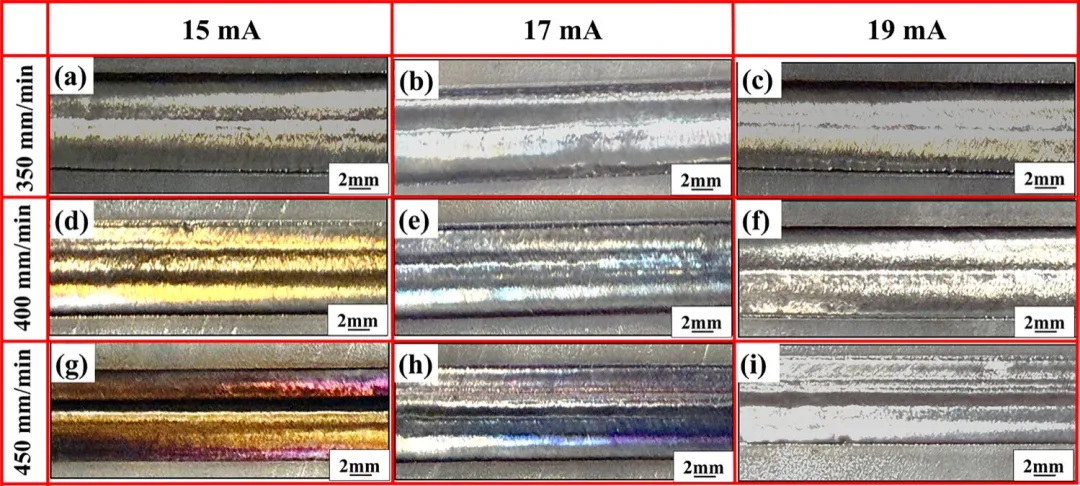
不同工艺参数下 EBSR 后宏观表面形貌对比
📊 主要结果
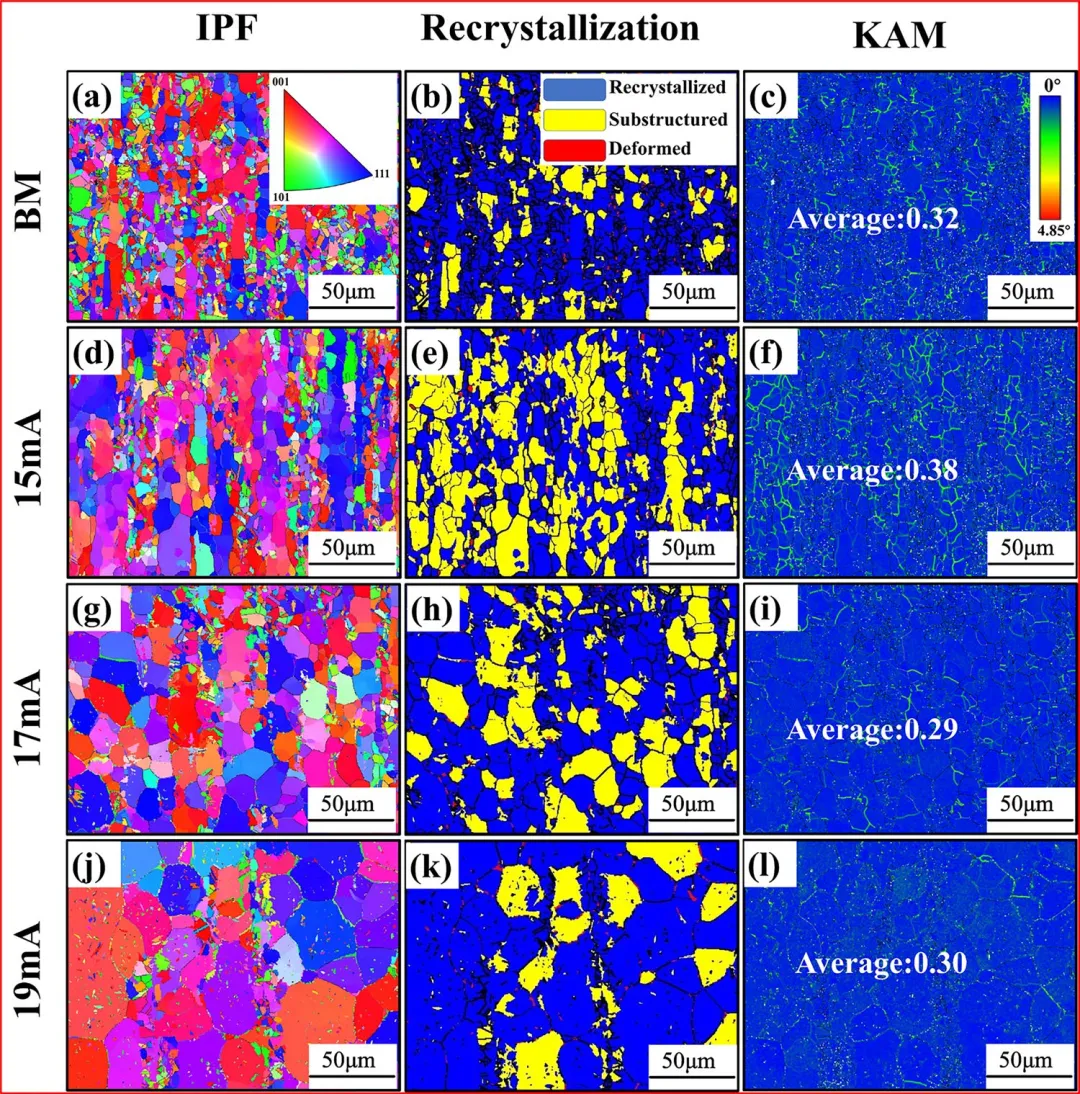
1️⃣ EBSR 显著改变表面组织:晶粒细化、亚晶增多、位错密度上升
🔬 EBSD 分析显示,从 BM → HAZ → FZ,再结晶晶粒比例递减,亚晶比例递增,反映出快速冷却抑制了完全再结晶。
📈 KAM 值从 BM 的 0.32 在 HAZ 升至 0.42,FZ 降至 0.38——HAZ 中变形晶粒最多导致位错密度峰值,而 FZ 中变形晶粒已转化为低能亚晶界。
🧩 不同束流下,17 mA 对应的 FZ 平均 KAM 最低(0.29),亚晶含量最高,晶粒最细(最大 2.54 μm),说明该参数窗口下恢复与亚晶形成最充分。
📌 织构分析表明,EBSR 后主导织构仍为 S {123}<643>、R {124}<211> 和 Brass R {236}<385>,但其含量随工艺参数呈先降后升的非单调变化。
不同束流下 IPF、再结晶和 KAM 对比图
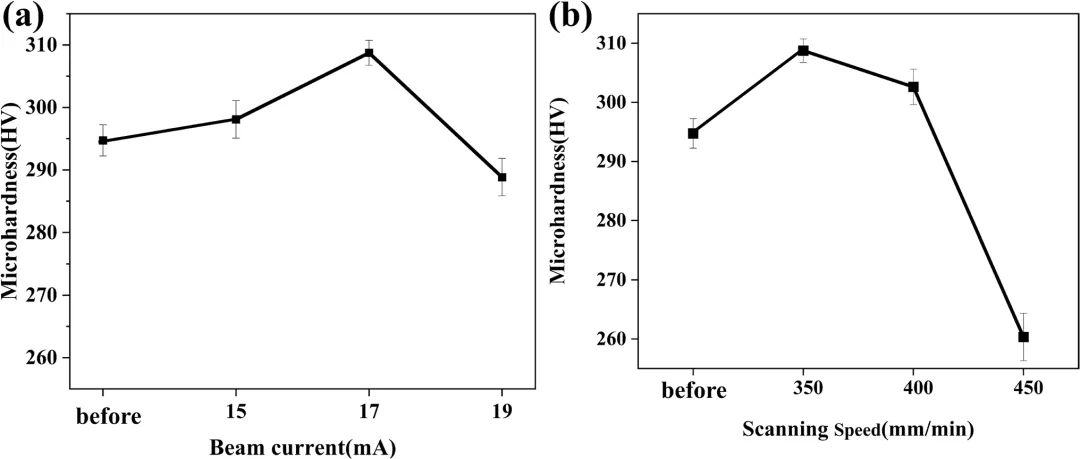
2️⃣ 硬度提升幅度与束流关系更显著:17 mA / 350 mm/min 达到 309 HV
📊 17 mA 条件下,三种扫描速度的硬度均高于基体(295 HV);350 mm/min 时达到最高 309 HV,提升约 4.7 %。
⚠️ 19 mA 时能量过高导致晶粒粗化(最大 3.24 μm),硬度回落至 289 HV。
🔻 450 mm/min 时能量不足,变形晶粒转化为低能亚晶,位错密度低于基体,硬度跌至 260 HV,为所有工况中最低。
📌 硬度的核心驱动力是 EBSR 后表层大量细晶与亚晶界的积累,总晶界面积越大、位错堆积越密,抗塑性变形能力越强。
不同束流和扫描速度下的显微硬度对比
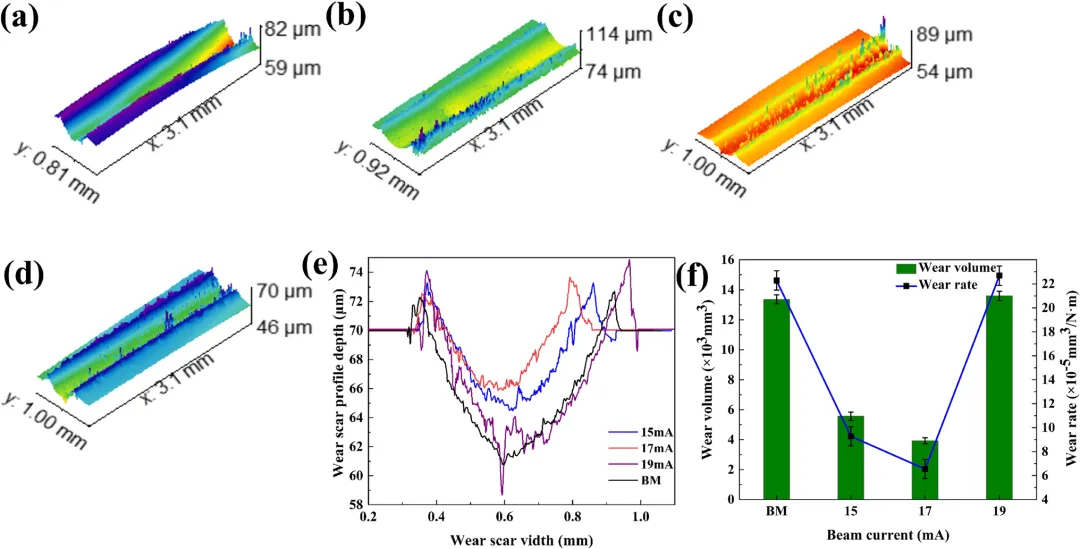
3️⃣ 摩擦磨损:17 mA / 350 mm/min 磨损体积仅为基体的 29.4 %
💥 Rtec Instruments MFT-5000 测试表明,在 3.5% NaCl 溶液中,所有样品的 COF 曲线均经历跑合期快速升高后进入锯齿状波动阶段,但波动幅度随 EBSR 处理显著降低。
📉 17 mA / 350 mm/min 样品的磨痕最浅(4.2 μm,为基体的 54.8 %)、最窄(0.33 mm,为基体的 34 %),磨损体积仅 3.93 × 10⁻³ mm³,磨损率 6.55 × 10⁻⁵ mm³/(N·m)——磨损体积降低 70.6 %。
⚠️ 19 mA 时磨痕深度反超基体(11.4 μm,增加 18.4 %),磨损体积和磨损率均高于未处理样品,说明过高束流导致的晶粒粗化彻底抵消了 EBSR 的增益。
📌 束流对磨损性能的影响远大于扫描速度,且存在明确的最优窗口。
不同束流下磨痕三维形貌与磨损体积/磨损率对比
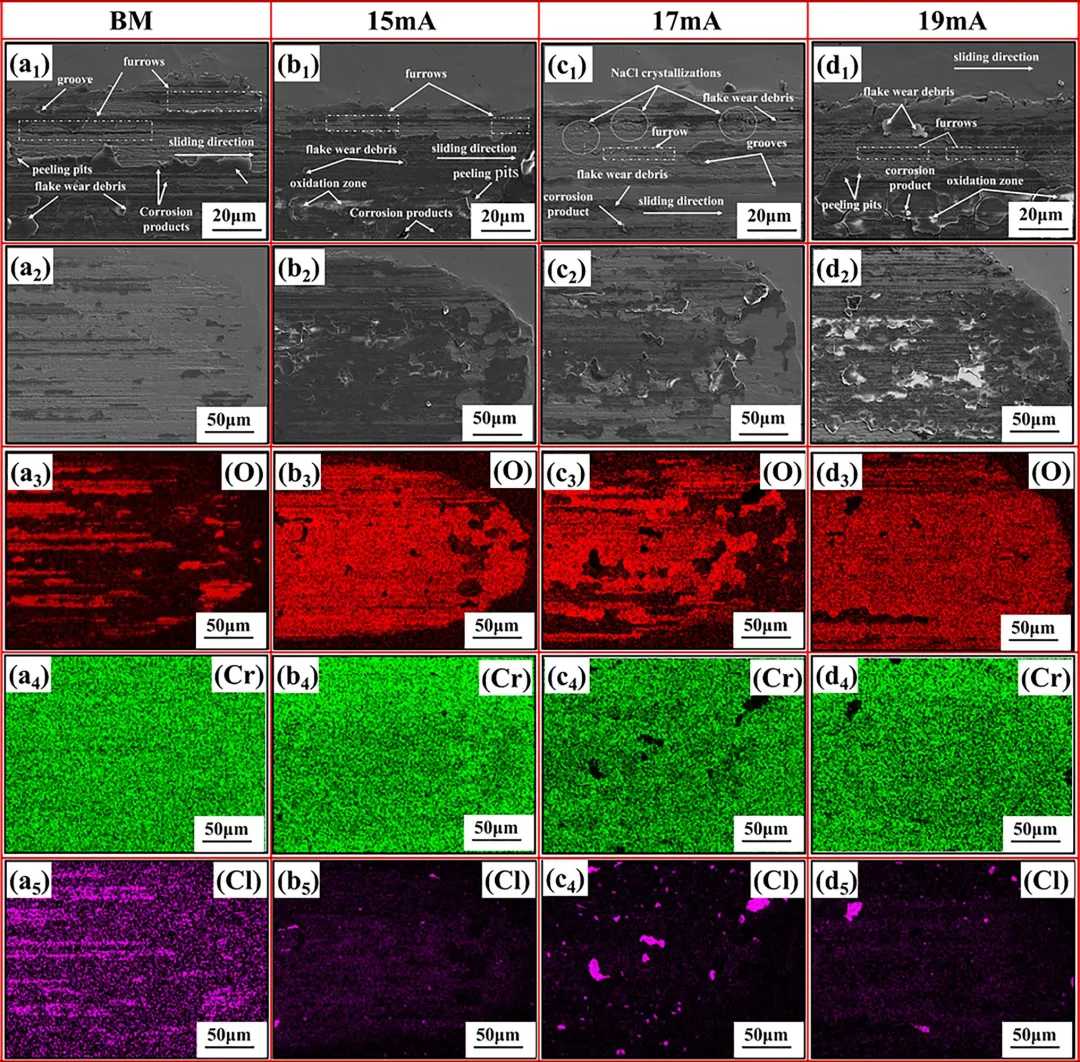
4️⃣ 磨损机制:磨粒磨损 + 氧化磨损 + 腐蚀磨损三者共存
🔍 SEM + EDS 显示所有样品磨面均存在犁沟、片状碎屑、剥落坑和氧化区域。
🧪 17 mA 样品表面片状碎屑最少但出现 NaCl 结晶聚集(Cl 含量达 21.67 wt%),归因于摩擦热诱导的局部蒸发和毛细泵送效应创造的干湿交替循环。
⚠️ 15 mA 和 19 mA 样品的剥落坑数量显著增加,表明析出的 NaCl 晶体可充当第三体磨粒,同时 Cl⁻ 吸附于新鲜金属面破坏钝化膜并引发点蚀。
📌 EBSR 通过提升硬度有效减轻了磨粒磨损和氧化磨损,但在 NaCl 介质中腐蚀磨损始终作为伴生机制存在。
不同束流下磨面 SEM 及 O、Cr、Cl 元素分布对比
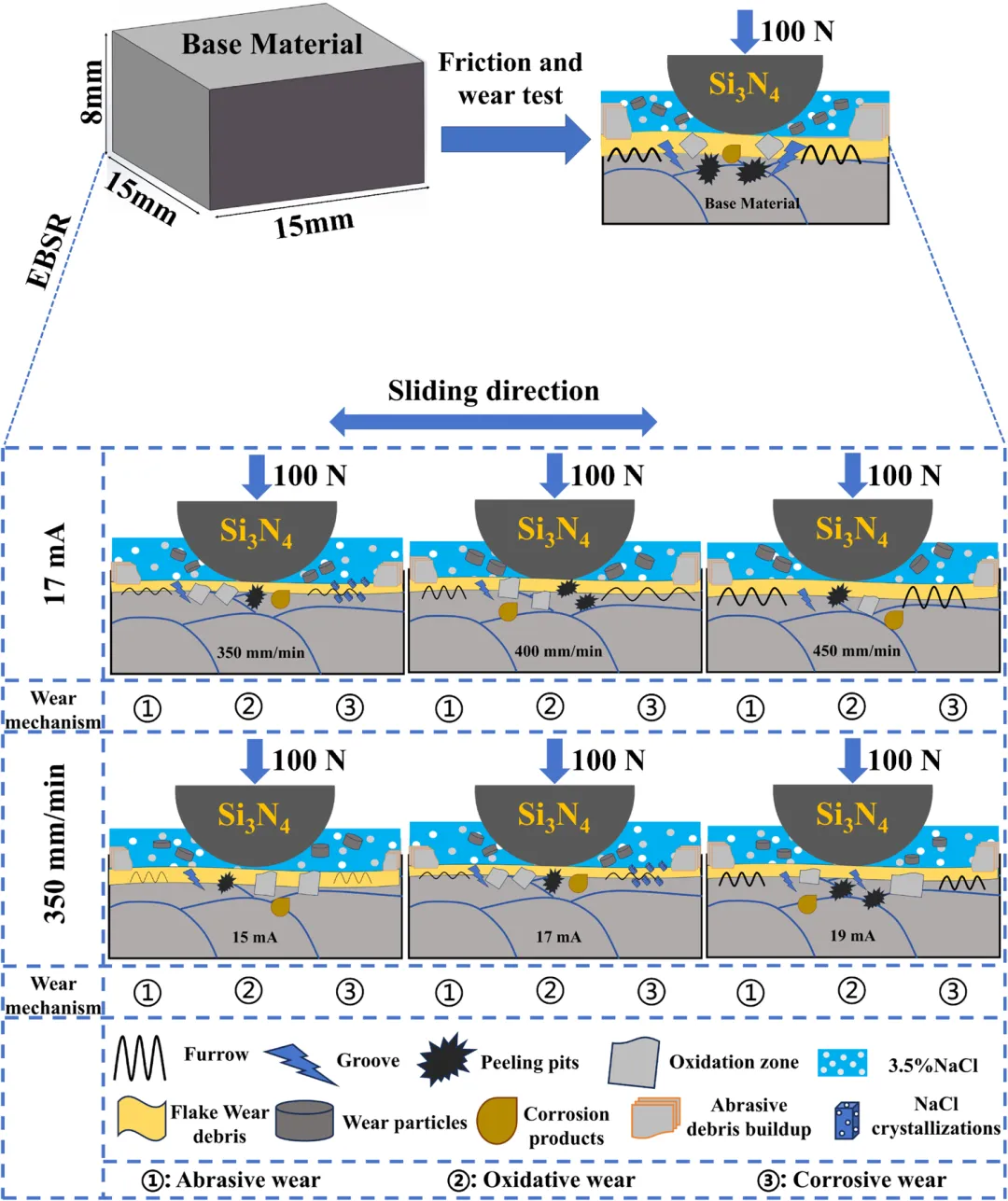
🧠 机理解析
🔗 EBSR 的改性路径遵循一条清晰的因果链:束流-速度参数 → 能量输入与冷却速率 → 熔合区组织演化(晶粒尺寸、亚晶/再结晶比例、位错密度、织构取向)→ 硬度 → 磨损抗力。
🧱 17 mA / 350 mm/min 处于最佳能量窗口:充分熔化使表面完全重凝固,高冷却速率抑制晶粒长大,亚晶含量最高、位错堆积最充分,硬度达到峰值。
⚠️ 19 mA 能量过剩导致二次再结晶和晶粒异常长大,虽然位错密度略有回升,但晶粒粗化带来的抗磨性损失已不可逆转。
🧩 织构层面,有序化的晶体结构抑制了晶粒内和晶粒间的位错运动,从而限制塑性变形,进一步增强耐磨性。
📌 磨损体积与硬度之间的反比关系严格遵循 Archard 方程 Q = Ka·WL/H,文中数据完整验证了这一经典规律。
EBSR 后 2205 钢磨损机制示意图
🧾 全文总结
🔹 EBSR 在 FZ 和 HAZ 中均实现了晶粒细化和亚晶含量提升,束流的影响远大于扫描速度。
🔹 17 mA / 350 mm/min 工艺达到最高表面硬度 309 HV、最低磨损体积(基体的 29.4 %)和最低磨损率。
🔹 3.5% NaCl 介质中的磨损以磨粒磨损、氧化磨损和腐蚀磨损三者协同为主,EBSR 主要通过提升硬度抑制前两者。
🔹 过高束流(19 mA)反而导致晶粒粗化和磨损恶化,再次印证表面改性存在明确的最优能量输入窗口。
✅ 亮点与启示
✅ 采用 3×3 全因子设计系统考察束流与扫描速度对组织-硬度-磨损的耦合效应,实验矩阵完整。
✅ EBSD 从 IPF、再结晶分布、KAM 和 ODF 四个维度描述组织演化,将"工艺参数→微观组织→力学性能"的传导路径讲得非常清楚。
✅ Rtec Instruments MFT-5000 在 3.5% NaCl 溶液中的往复磨损测试,真实模拟了海洋/化工服役环境下的摩擦腐蚀耦合场景。
✅ 19 mA 条件下磨损反超基体的结果提供了重要的工程警示:能量输入并非越高越好,超过最优窗口后改性效果逆转。
✅ 对海洋泵阀、化工搅拌器、海水淡化装备等涉及 2205 钢摩擦腐蚀工况的表面改性方案具有直接参考价值。
🏷️ 关键词
2205 双相不锈钢|电子束表面重熔|晶粒细化|EBSD|摩擦磨损|Rtec Instruments|MFT-5000|3.5% NaCl|摩擦系数|磨损体积|磨粒磨损|腐蚀磨损|表面改性
⚠️ 免责声明:本文中所用图片均来源于原论文,如涉及版权问题,请作者在20个工作日内联系处理。
📣 欢迎关注【Rtec 应用】持续获取摩擦磨损、纳米压痕、表面表征、光学量测与工程测试案例与论文简报。