太原理工大学 JMP:异种短纤维与连续纤维增强PA6复合材料超声波点焊:纤维再分布、孔隙形成及接头强化机制
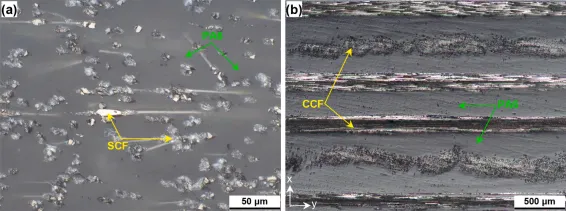
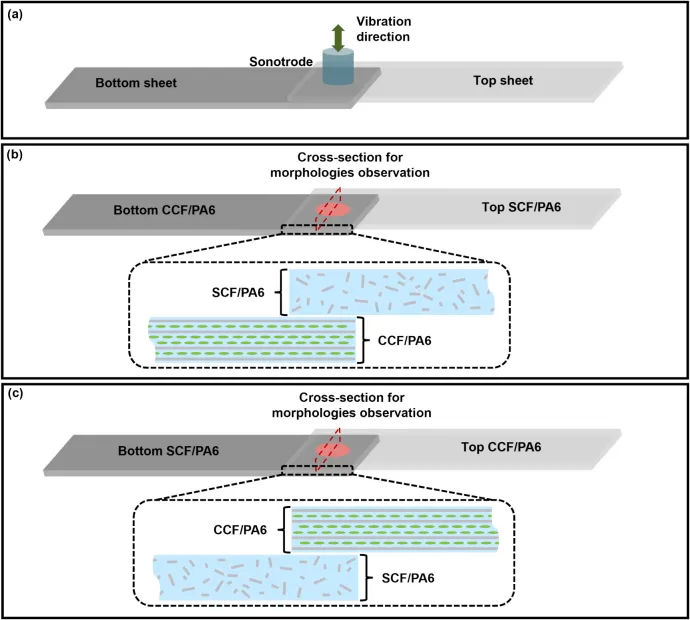
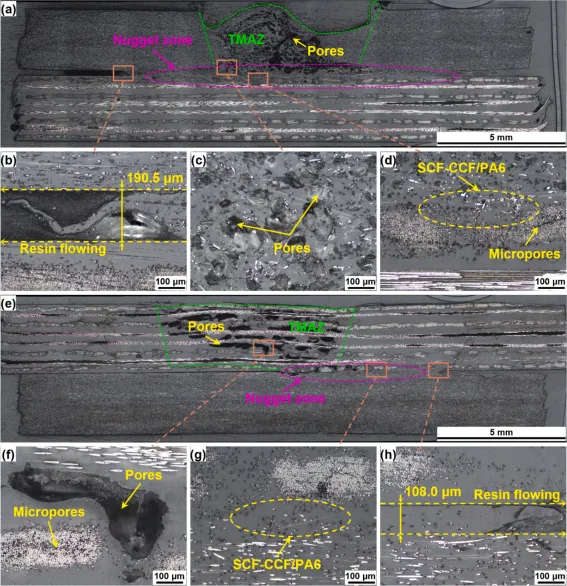
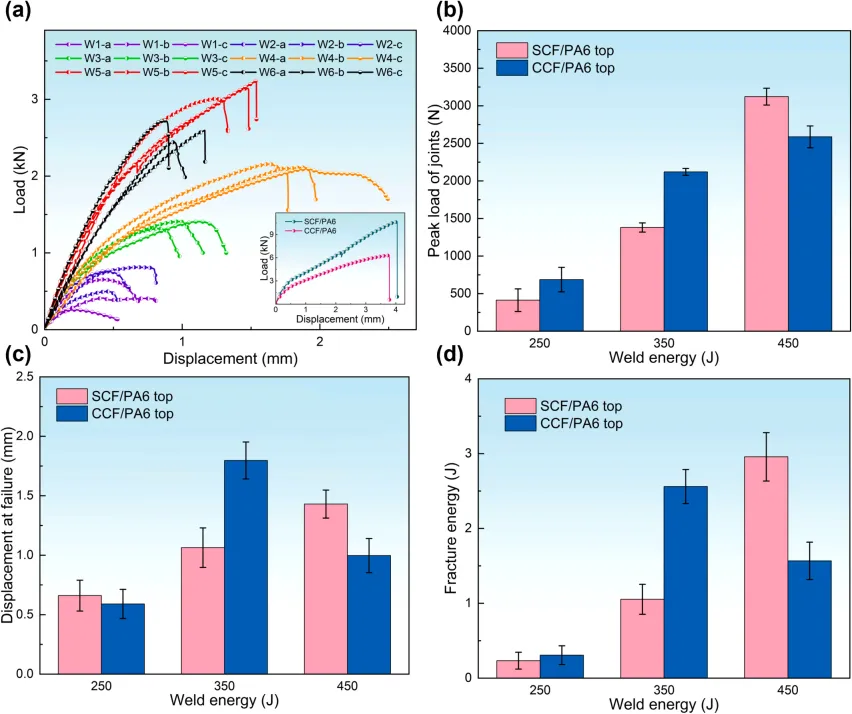
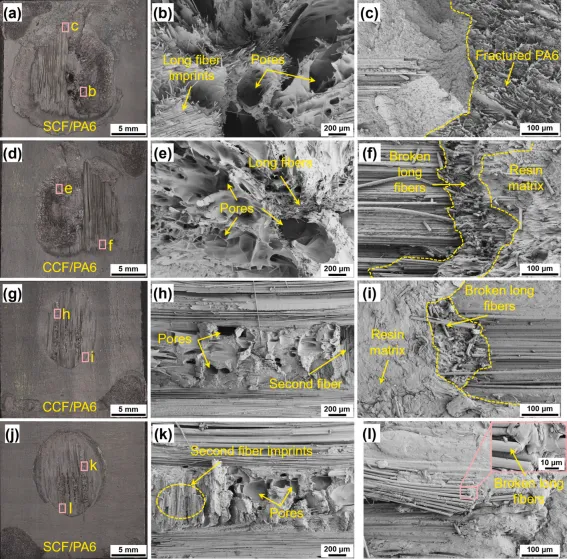
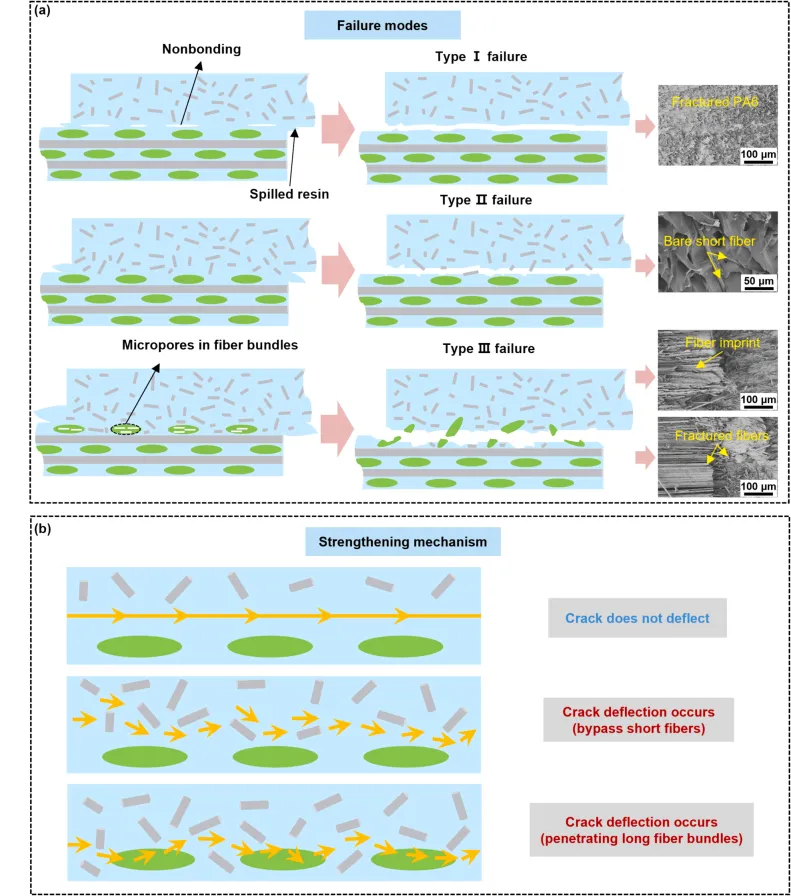
2025年9月,太原理工大学张婷婷团队在《Journal of Manufacturing Processes》上发表了《Ultrasonic spot welding of dissimilar short- and continuous-fiber reinforcedPA6 composites: Fiber redistribution, porosity formation, and jointstrengthening mechanisms(异种短纤维与连续纤维增强PA6复合材料超声波点焊:纤维再分布、孔隙形成及接头强化机制)》一文。DOI:https://doi.org/10.1016/j.jmapro.2025.09.078随着高性能轻质结构材料在航空航天、交通运输及国防工业的广泛应用,纤维增强热塑性复合材料(FRPCs)因其高比强度、优良的可加工性和可回收性而受到关注。碳纤维增强聚酰胺6(CF/PA6)作为代表性热塑性复合材料,兼具刚性与韧性,在结构件制造中潜力巨大。然而,不同纤维形态(短纤与连续纤维)对成型与连接性能的影响机制仍不清晰。传统的机械紧固和胶接技术虽可实现连接,但存在应力集中、重量增加、耐久性差和拆卸困难等问题。相比之下,超声波焊接(Ultrasonic Welding, USW)以其能耗低、加热快、热影响区小、适合自动化的优点,成为连接热塑性复合材料的理想方案。尤其是在无能量导向层的条件下,USW可直接实现纤维增强复合材料的快速熔接。然而,现有研究主要集中于单一纤维体系(仅短纤或连续纤维),对异种纤维体系(短纤/连续纤维)的焊接行为、界面演化与缺陷形成机制缺乏系统认识。短纤维复合材料流动性好、适应性强;而连续纤维复合材料刚度高、导热性强,两者在超声波焊接中的热力响应显著不同。作者针对这一空白,提出利用USW实现短纤增强PA6(SCF/PA6)与连续纤增强PA6(CCF/PA6)的搭接连接,并系统研究纤维重分布、孔隙形成及界面强化机理。实验采用厚度均为2 mm的SCF/PA6与CCF/PA6板材。短纤复合板通过压模成型制备,连续纤复合板则为商用叠层预浸料,经热压固化而成。两者的熔融温度相近(约213–215°C),确保界面热兼容性。焊接能量分别为250、350和450 J,采用能量控制模式,振幅100 μm,焊接压力100 N。所有样品经光学显微(OM)、扫描电镜(SEM)、傅里叶红外光谱(FTIR)、界面温度监测及单搭剪切测试综合表征。图1复合材料横截面形态:(a)SCF/PA6;(b)CCF/PA6图2 超声波焊接设置:(a)超声波焊接工艺示意图;(b)顶侧配置SCF/PA6;(c)顶侧配置CCF/PA6在低能量(250 J)时,界面熔融层薄,纤维迁移有限。短纤上板(W1)中界面致密、几乎无孔;而连续纤上板(W2)则出现微孔,说明连续纤限制了熔体流动与热传导。当能量增至350 J,短纤板内熔体流层厚度显著增大(约86.8 μm),短纤在声致流动中向界面迁移,与连续纤交错形成复合增强区;而连续纤上板时,界面温升高但纤维嵌入有限,熔融树脂外溢,孔隙集中于界面中央。高能量(450 J)下,短纤体系出现明显纤维团聚和气孔扩展,连续纤体系则因刚性回弹造成界面脱层。整体趋势表明:短纤板在上有利于纤维-树脂混合与界面致密化,而连续纤板在上则易产生热降解和孔隙聚集。PA6基体的特征峰(C=O, N–H, CH₂)随焊接能量升高逐渐减弱,说明高能量导致部分聚酰胺链断裂或脱氢反应。尤其是碳酰基吸收峰(1640 cm⁻¹)显著降低,表明过度加热引起的热降解与交联反应,印证了孔隙生成与界面退化现象。图3 450J焊接能量下接头的横截面形貌:(a)W5整体视图;(b)–(d)局部放大视图;(e)W6全景图;(f)–(h)局部放大视图剪切测试结果显示,随着能量提高,接头强度总体提升,但堆叠顺序影响显著。短纤上板(W5)在450 J时达到最大载荷3122 N,比连续纤上板(W6)高17%,对应母材强度的约50%。断裂能随能量提升持续增加,表明焊缝韧性增强。图4 不同能量输入下焊接接头的力学性能:(a)载荷-位移曲线;(b)峰值负荷;(c)断裂时的位移;(d)断裂能(a中的插图显示了原始板材的机械性能;断裂能定义为荷载-位移曲线下的面积)在高能量下,短纤迁移与连续纤交织形成的复合界面有效提升了载荷传递与能量吸收能力,而连续纤上板因树脂过度外流及微孔增多,导致强度提升有限。在低能量条件下,断口以树脂-树脂黏结破坏为主(Type I)。随能量提升,短纤逐渐参与承载,出现纤维/基体界面脱粘(Type II);至高能量时,裂纹主要在连续纤束间扩展(Type III),表现出多界面协同破坏特征。短纤的嵌入与桥联作用使裂纹路径弯曲,增强了断裂能与界面韧性。SEM观察揭示,短纤上板样品中可见连续纤断裂、短纤印迹及熔融树脂桥,显示出良好的机械互锁结构;而连续纤上板中孔隙沿纤维束扩展,易导致剥离与分层。图5 450 J焊接接头的宏观和SEM断口形貌:(a–c)W5顶板;(d–f)W5的底板;(g–i)W6顶板;(j-l)W6的底板低能量阶段:界面以树脂结合为主,强度低;中能量阶段:短纤迁移进入界面,形成机械嵌锁与裂纹偏转,提升韧性;高能量阶段:连续纤束间形成复合载荷区,短纤桥接作用显著,促进裂纹分支与能量耗散。这一“多尺度协同承载结构”兼具短纤的塑性与连续纤的刚度,实现了界面强度与延展性的平衡。图6 异种纤维接头的界面失效机理:(a)失效模式分析;(b)接缝加固机制示意图堆叠顺序显著影响焊接行为:短纤上板能获得更好的界面融合与力学性能;孔隙形成与能量密度密切相关:适度能量有助于界面扩散,过高则引起热降解;断裂模式呈序列演变:从基体内聚破坏向纤维-基体脱粘再到纤维间断裂过渡;短纤迁移与连续纤交织形成的复合界面是强度提升的核心机制;本研究为异种增强热塑性复合材料的结构化焊接设计提供了理论基础与工艺参考。