太原科技大学Welding in the world:4J36因瓦钢激光-TIG复合焊接熔池特性研究
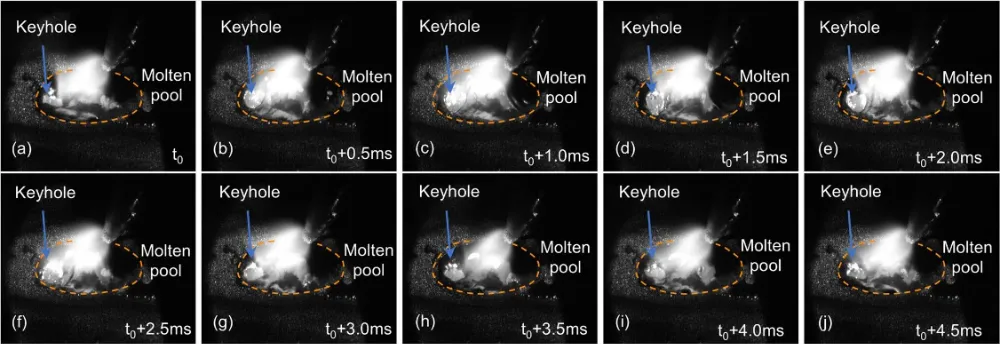
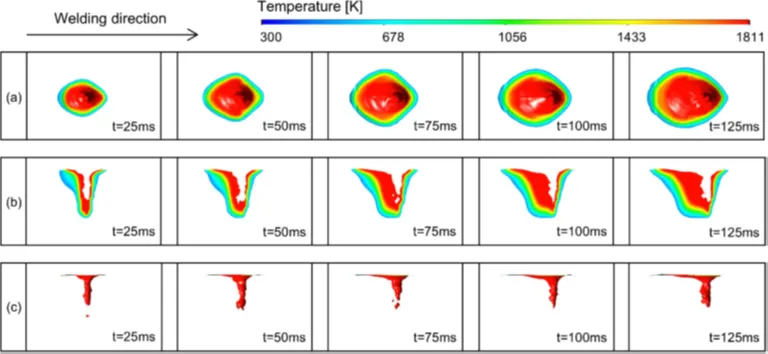
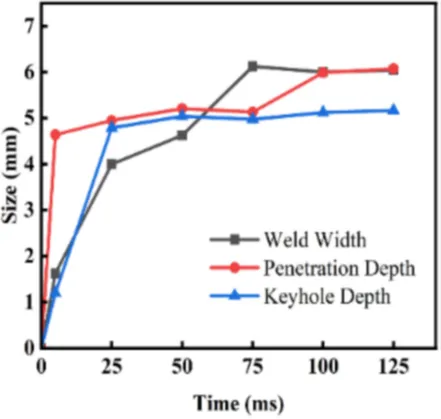
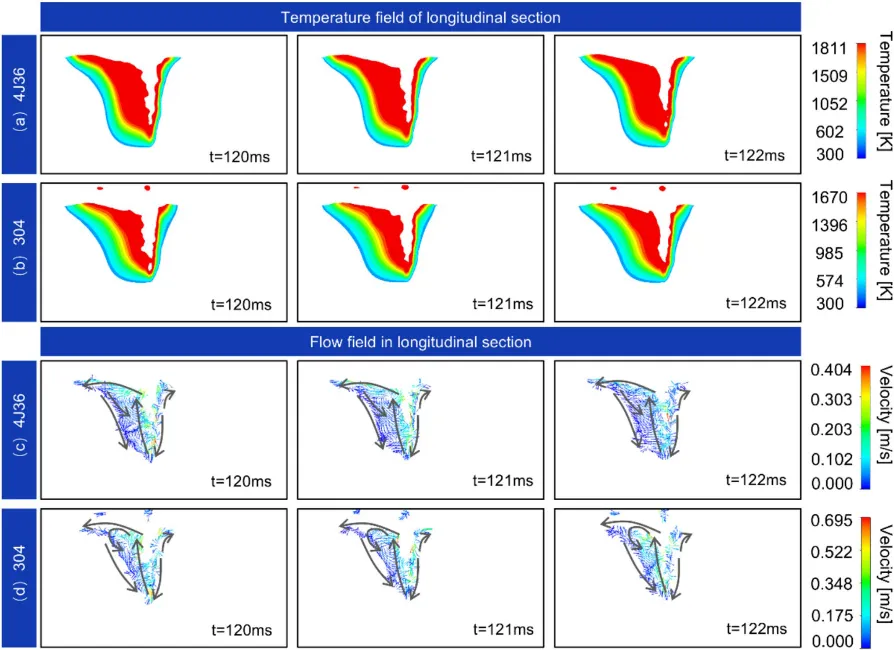
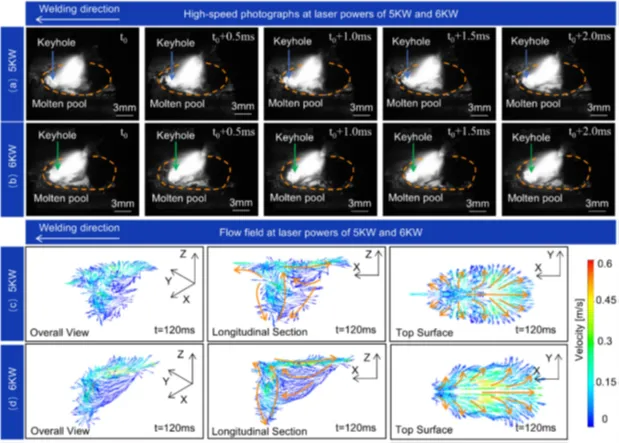
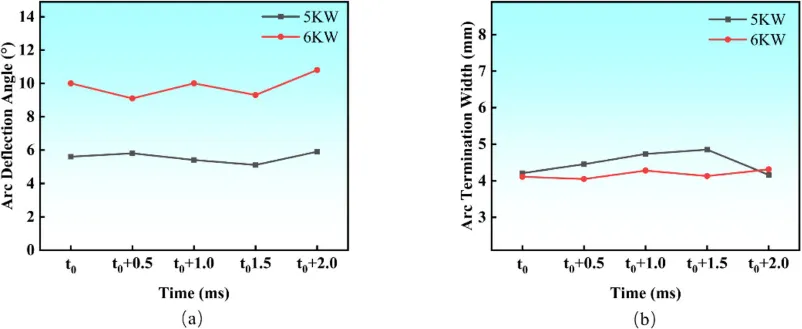
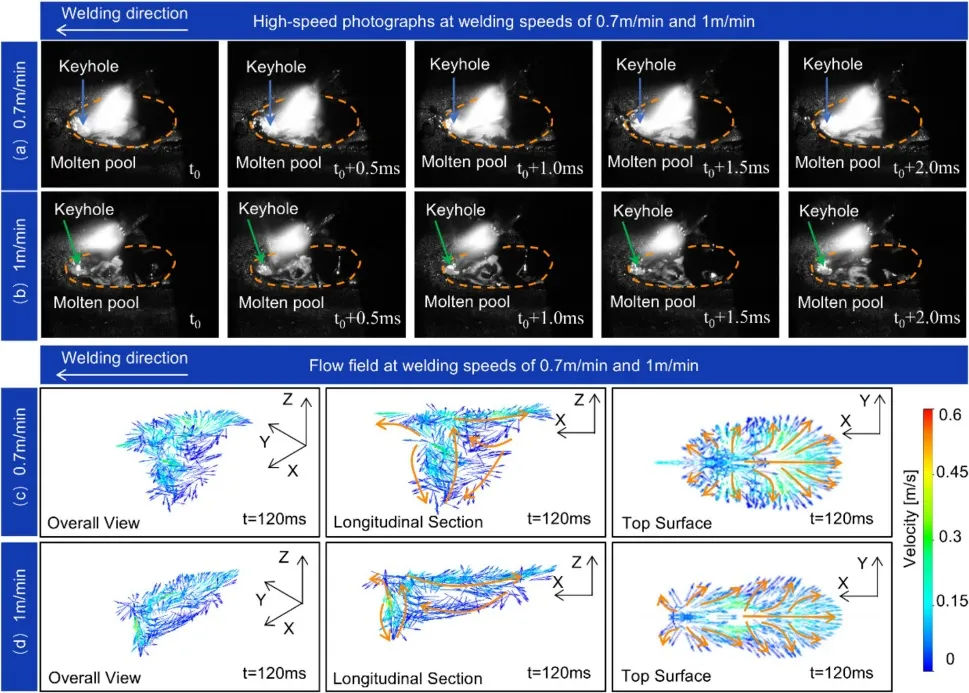
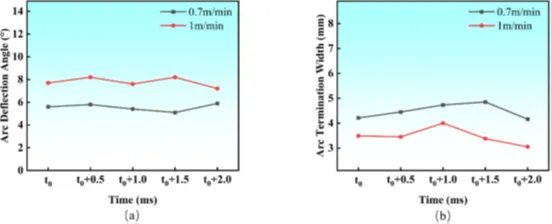
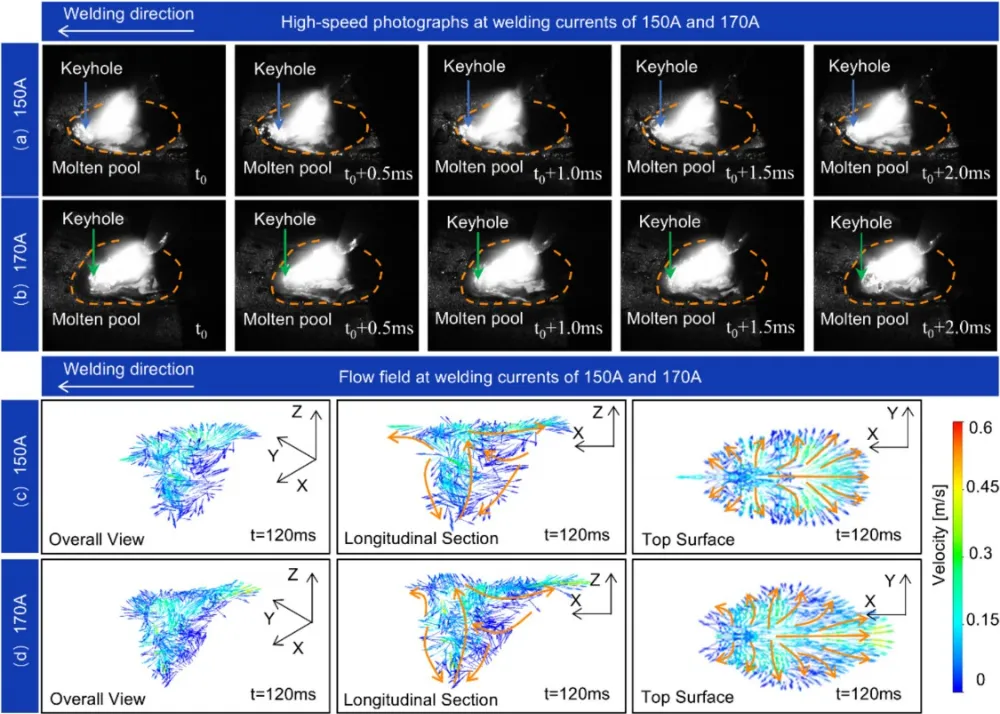
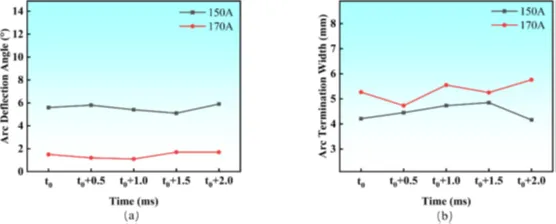
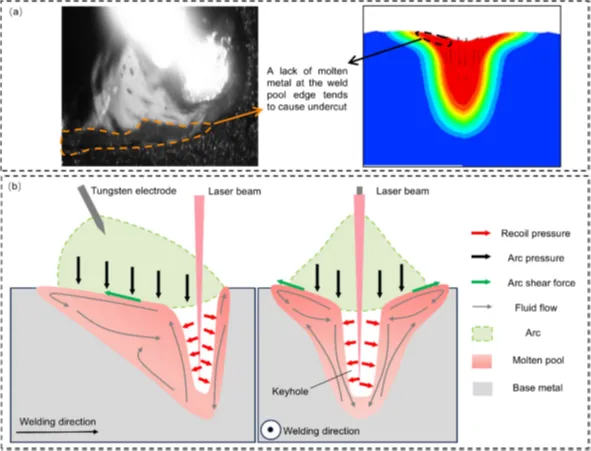
太原科技大学在“Welding in the world”期刊上发表题为“Study on the molten pool characteristics of 4J36 Invar steel in laser‑TIG hybrid welding”——“4J36因瓦钢激光-TIG复合焊接熔池特性研究”的文章。因瓦钢因其极低的热膨胀系数而广泛应用于航空航天领域。它通常用于制造对尺寸稳定性要求严格的部件,例如复合材料成型模具。然而,在焊接过程中,该材料的高镍含量和相对较低的热导率导致熔池表面张力高、流动性低。这些特性导致焊缝凝固过程中出现咬边缺陷等问题,严重损害焊缝质量。激光-TIG复合焊接技术显示出显著优势。该工艺不仅提高了焊接熔深和速度,还通过两种热源的耦合效应调节熔池流动行为,从而抑制焊接缺陷的形成。现有研究大多关注因瓦钢异种焊接中的电弧行为、热处理工艺、焊接效率和接头力学性能。研究方法主要是单一实验或纯数值模拟。尚未对激光-TIG复合焊接条件下因瓦钢因高表面张力和低流动性导致的熔池流动行为和咬边缺陷形成机制进行系统研究。此外,也缺乏结合高速摄影和数值模拟的综合分析。为了解决这些不足,本研究采用了两种方法相结合的方式,重点关注因瓦钢的激光-TIG复合焊接过程,系统阐明了热源耦合机制、熔池动态行为和咬边缺陷形成机制之间的相互关系,为该材料的高质量焊接提供了理论支持和工艺指导。1.系统研究了激光-TIG复合焊接条件下因瓦钢的熔池流动行为及咬边缺陷形成机制。2.采用高速摄影直接观察电弧行为和熔池表面形貌,同时建立多物理场耦合数值模型,系统揭示了不同工艺参数(激光功率、焊接速度、焊接电流)下热源耦合状态、熔池温度场与流场的演变规律,并阐明了这些因素如何通过影响熔池的横向质量传输能力来最终决定咬边缺陷的形成与否,为该工艺的优化提供了清晰的理论图景。图2 激光-TIG 复合焊接的高速摄影图像:a–j时间间隔为 0.5 ms图3 熔池的动态演化:(a)俯视图;(b)剖面图;(c)匙孔图5因瓦钢与不锈钢复合焊接的特点对比:(a)因瓦钢模拟焊缝形貌与实际焊缝形貌对比;(b)因瓦钢焊接过程的高速摄影;(c)因瓦钢模拟过程中的温度场;(d)不锈钢模拟焊缝形貌与实际焊缝形貌对比;(e)不锈钢焊接过程的高速摄影;(f)不锈钢模拟过程中的温度场图6因瓦钢和不锈钢熔池纵向截面上的温度和流场对比分析:因瓦钢的(a)温度场、(c)流场、不锈钢的(b)温度场、(d)流场图7不同激光功率下的电弧行为和熔池流场比较:(a)5 kW电弧图像;(b) 6kW电弧图像;(c)流场5kW;(d)流场6kW图8 激光功率对电弧特征参数的定量影响:(a)弧偏转角;(b)弧端宽度图9 不同焊接速度下的电弧行为和熔池流场的比较:(a)0.7m/min;(b)1m/min;(c)0.7m/min;(d)1m/min图10 焊接速度对电弧特征参数的定量影响:(a)电弧偏转角;(b)圆弧终止宽度图11 不同焊接电流下的电弧行为和熔池流场比较:(a)150A;(b)170A的弧图;(c)150A的流动场;(d)170A的流动场图12 焊接电流对电弧特征参数的定量影响:(a)弧偏转角;(b)弧端宽度图13 熔池内的流动行为和力条件示意图:(a)底切位置;(b)熔池中的流动行为本研究综合运用高速摄影和数值模拟技术,对4J36 Invar钢激光-TIG复合焊接过程中的熔池动态行为、激光-TIG耦合机理以及咬边缺陷的形成机制进行了系统研究。主要结论总结如下:(1)激光产生的金属蒸气和等离子流为电弧提供了低电阻路径。因此,电弧的阳极点被引导以稳定地附着在锁孔上。电弧输入的热量有效地维持了锁孔的开口和稳定性。两个过程相互支持,保证了焊接过程的持续稳定。(2)与304不锈钢相比,因瓦钢熔池的最大流动速度明显降低,而焊缝深宽比明显增大。由此可见,因瓦钢熔池侧向充填能力不足是根本原因。与传统钢种相比,因瓦钢的根切倾向较高,这是由于这些缺陷造成的。(3)当激光功率从5 kW增加到6 kW时,电弧被更强的吸引和压缩。同时,提高了熔池的整体流动速度,改善了熔池边缘的充填能力,有助于抑制压痕缺陷。相反,焊接速度从0.7 m/min增加到1.0 m/min会导致小孔稳定性的破坏。因此,电弧稳定性受到损害,比热输入减少,横向流动分量减弱。这些效应共同加剧了熔池的收缩趋势和底切形成的风险。相反,当TIG电流从150安增加到170安时,混合热源的主导作用向电弧转移。增强的电弧热输入和流体剪切力显著促进了熔池的横向扩展。这为解决因瓦钢不良的铺展倾向提供了直接的手段,导致焊缝宽度大幅增加。(4)激光-TIG复合焊接有效地抑制了因瓦钢的咬边缺陷。混合热源弥补了因瓦钢的高表面张力和低流动性造成的侧向填充不足。这种补偿是通过多种物理机制的协同作用来实现的,包括增强熔池流动的驱动力,促进熔体向边缘扩散,以及加强外围的传热和传质。原文链接:https://doi.org/10.1007/s40194-026-02463-6
 10个月宝宝每天需要喝多少奶粉?
10个月宝宝每天需要喝多少奶粉?
