YG15硬质合金兼具高硬度与韧性,Q235B低碳钢塑韧优、成本低,二者钎焊复合可实现性能互补,广泛应用于机械制造领域。高频感应钎焊因局部快速加热、能抑制脆性相形成,成为二者连接的优选工艺。钎焊温度是决定接头质量的核心参数,本研究采用银基复合钎料,探究660℃-740℃范围内温度对YG15/Q235B钎焊接头组织与性能的影响,确定最优工艺参数,为工业化生产提供支撑。
本研究成果《Effect of brazing temperature on microstructure and properties of YG15/Q235 brazed joints》
由太原科技大学李岩/王全团队发表于国际期刊WELDING IN THE WORLD论文链接:
https://doi.org/10.1007/s40194-025-02218-9
实验核心
选用YG15硬质合金、Q235B钢为母材,Ag-Cu-Zn-Cd-Ni-Mn银基钎料与QJ101钎剂,采用高频感应钎焊工艺,在660℃、680℃、700℃、720℃、740℃五个温度下进行实验,通过SEM、EDS、剪切强度测试、维氏硬度测试,分析接头组织与性能的关联。
图1 高频感应钎焊实验装置及试样示意图
核心结果与分析
1.接头结构:YG15/Q235B钎焊接头呈现“YG15侧扩散反应层-银基钎料层-Q235B侧扩散反应层”三层结构,Cu-Zn固溶体为主要强化相。
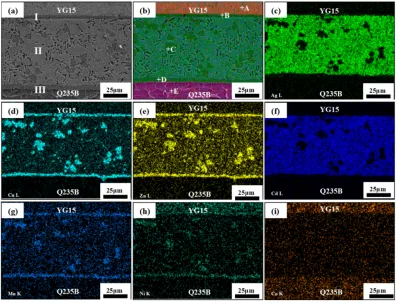
图2 YG15/Q235B钎焊接头截面显微组织图(SEM)
2.最优温度:680℃为最优钎焊温度,此时接头组织致密、缺陷最少,YG15侧扩散层厚度达2.63μm,剪切强度达峰值288MPa,各区域硬度梯度协调,强韧性匹配最佳。
图3 不同钎焊温度下Cu-Zn固溶体分布图:(a)660℃钎焊接头Cu元素面扫描图;(b)660℃钎焊接头Zn元素面扫描图;(c)680℃钎焊接头Zn元素面扫描图;(d)700℃钎焊接头Zn元素面扫描图;(e)720℃钎焊接头Zn元素面扫描图;(f)740℃钎焊接头Zn元素面扫描图
3.温度影响规律:温度低于680℃,钎料熔化不充分、元素扩散不足,接头强度偏低(660℃为227MPa);温度≥700℃,Co元素过度扩散、Cd元素挥发加剧,接头出现微孔洞,强度显著下降(740℃仅119MPa),且断口呈现脆断特征。
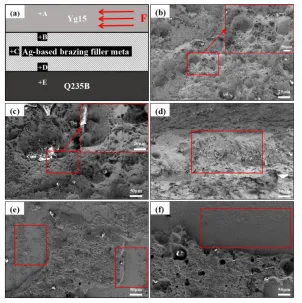
图4 不同钎焊温度下断口形貌图:(a)钎焊接头剪切测试示意图;(b)660℃钎焊接头断口形貌图;(c)680℃钎焊接头Zn元素断口形貌图;(d)700℃钎焊接头断口形貌图;(e)720℃钎焊接头断口形貌图;(f)740℃钎焊接头断口形貌图
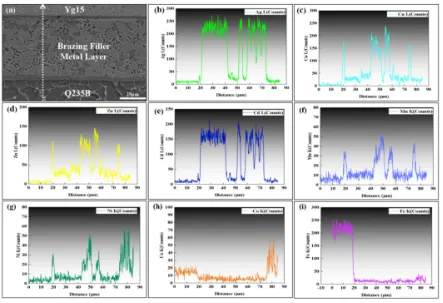
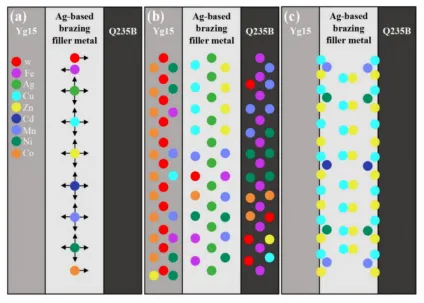
4.元素扩散:Co从YG15侧向钎料层与Q235B侧扩散,Mn、Ni可去除母材氧化膜,促进结合;Zn、Cd挥发是接头微孔洞的主要成因。
图5 接头核心元素线扫描结果图
图6 钎焊接头元素扩散机理图
研究结论
1.明确了660℃-740℃范围内,钎焊温度对接头组织、元素扩散及力学性能的影响规律,Cu-Zn固溶体分布与缺陷状态决定接头强度。
2.确定680℃为YG15/Q235B高频感应钎焊最优温度,此温度下接头剪切强度达288MPa,强韧性匹配最佳。
3.本工艺采用常规银基钎料,无需真空设备,工艺简单、成本低廉,适合工业化批量生产,为硬质合金与钢的异质连接提供实用参考。
揭示了钎焊温度对YG15/Q235B接头组织与元素扩散的演变规律,明确最优温度与性能临界阈值。
建立了温度-组织-性能的关联模型,填补了连续温度范围内的研究空白。
验证了高频感应钎焊的技术优势,提出的工艺兼具高性能与低成本,适配工业化应用需求。
本文由发表于微信公众号“焊接科学”
欢迎联系转载
未经许可谢绝转载至其他网站
焊接科学
微信号(SOW_welding)
投稿邮箱:hanjiekexue@163.com
合作联系微信:hanjiekexue
点“在看”给我一朵小黄花