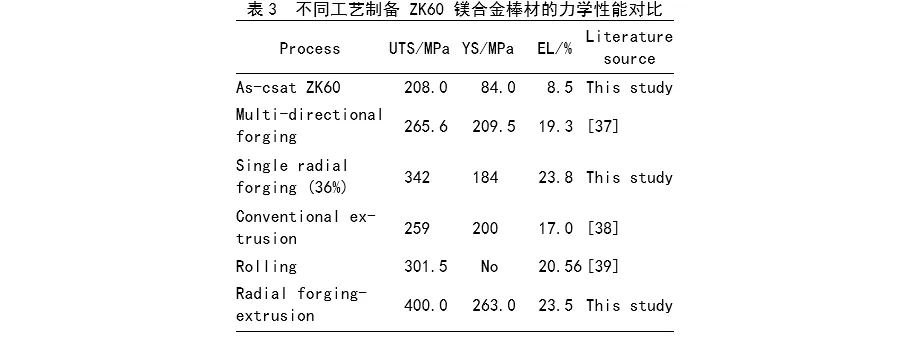
邹景锋1,2*,郭星晨1,3,孙栋1,朱艳春1,3,李裔涛1,2,何志强1,3,高飞扬1,3
(1.太原科技大学 机械工程学院,太原 030024;2.新疆智能装备研究院,新疆 阿克苏 842000;3.先进不锈钢全国重点实验室,太原 030024)
摘要:目的 利用径向锻造-挤压复合工艺实现ZK60镁合金棒材良好的强塑性匹配效果。方法 利用Deform有限元软件对棒材成形过程进行模拟,分析径向锻造及径向锻造-热挤压过程中材料的宏观应力状态与应变梯度分布;结合大尺寸棒料径向锻造+热挤压实验,研究经复合工艺处理后棒材的组织演变与力学性能,揭示宏观应力对微观结构及性能的影响机制。结果 径向锻造后,铸态合金中的粗大晶粒得到充分破碎,轴向晶粒显著细化,而径向晶粒尺寸自表面至心部呈梯度递增;模拟结果表明,该梯度结构主要由径向应变梯度引起,且在棒材外部区域形成较强基面织构。经25∶1高挤压比热挤压后,晶粒进一步细化,织构强度减弱,呈现典型纤维织构特征。与铸态棒材相比,径锻-挤压复合工艺制备的棒材抗拉强度由208 MPa提高至400 MPa,屈服强度由84 MPa提高至263 MPa,延伸率由8.5%提升至23.5%。结论 径向锻造-挤压复合工艺可有效改善ZK60镁合金棒材的组织均匀性,实现强度与塑性的协同提升。该性能改善主要源于细晶强化、第二相强化及位错强化的共同作用。关键词:镁合金;径向锻造;热挤压;微观组织;织构基金项目:
国家自然科学基金(52205400,52375363);山西省基础研究计划(202203021212321);国家重点研发计划(2024YFB3714303);山西省科技成果转化引导专项(202404021301041)
引文格式:邹景锋, 郭星晨, 孙栋, 等. 镁合金棒材径向锻造-挤压成型过程组织及性能研究[J]. 精密成形工程, 2025, 17(11): 190-200.ZOU Jingfeng, GUO Xingchen, SUN Dong, et al. Microstructure and Properties of Magnesium Alloy Bar during Radial Forging-extrusion Forming Process[J]. Journal of Netshape Forming Engineering, 2025, 17(11): 190-200.作为轻质型结构材料与环境友好型材料,镁(Mg)及其合金具备高比强度、高比刚度、良好的阻尼性能和加工性,在航天航空、交通运输、通信电子等多个领域展现出广阔的应用前景[1-2]。然而,镁合金密排六方(HCP)晶体结构导致其绝对强度和塑性变形能力通常较差,限制了其作为结构材料的进一步推广应用[3]。因此,如何在提高镁合金强度的同时保持或提升其塑性,已成为当前镁合金研究中的重要课题[4]。
相关研究表明,通过晶粒细化可以显著提升镁合金的强度,因而大塑性变形(SPD)技术受到广泛关注,常见的SPD方法包括等径角挤压(ECAP)[5]、累积轧制(ARB)[6]和循环挤压压缩(CEC)[7]。然而,SPD工艺通常较为复杂、成本较高,难以实现规模化制备。此外,晶粒细化虽有助于提高强度,但往往伴随塑性的降低,难以实现强度与塑性的协同优化[8]。Xu等[9]对Mg-8.2Gd-3.8Y-1.0Zn-0.4Zr合金进行了挤压比为8∶1的预挤压处理后轧制,制备出极限抗拉强度为469 MPa、延伸率为6.8%的高性能板材,显示出预处理对性能提升的积极作用。在镁合金棒材的制备中,挤压是主要成形工艺,其参数对合金性能的影响显著。Du等[10]在研究Mg-4.8Zn-1.2Y-0.4Zn合金时发现,采用较大挤压比(25∶1)可以显著提高合金的塑性。然而,铸态镁合金在铸造过程中容易产生气孔、缩松、夹杂等缺陷,导致其力学性能较差,仅通过热处理难以有效改善,若铸态镁合金直接采用大挤压比一次成形工艺,则极易引发裂纹甚至断裂[11-12]。因此,部分研究者提出采用组合变形工艺以协同提升镁合金的综合力学性能。Zhao等[13]研究了Mg-2.0Gd- 0.3Zr合金在挤压前进行预锻造的工艺,发现预锻可有效破碎粗大晶粒,细化再结晶组织并弱化织构,使合金最高延伸率达到61%,有利于后续挤压成形。Peng等[14]研究了连续锻造挤压(CFE)工艺对Mg-3Al-Zn组织和性能的影响,并成功制备出平均晶粒尺寸为0.6 μm的超细晶镁合金,其屈服强度和延伸率分别达到了307 MPa和26.3%,该强韧性的协同提升主要归因于晶界强化与织构弱化的共同作用。张晋华等[15]研究了锻造+挤压复合工艺对SiCp/Mg-Zn- Y-Ca复合材料组织与性能的影响,在该复合工艺下,材料的屈服强度和抗拉强度分别达到337.2 MPa和405.3 MPa,但是延伸率仅为2.1%。
本文研究系统探讨了ZK60镁合金在径向锻造-挤压复合工艺中的变形行为与强化机制。通过Deform有限元软件模拟棒材的成形过程,并结合微观组织与织构演变进行综合分析,为制备具有强塑性协同提升效果的ZK60镁合金棒材提供了直接有效的工艺方案。
1实验
本文采用的实验材料为ϕ140 mm×1000 mm的铸态ZK60镁合金棒材,该材料由重庆昱华新材料科技有限公司提供。通过电感耦合等离子体原子发射光谱法(ICP-AES)检测其化学成分,结果如表1所示。
本研究基于Zou等[16]通过热压缩实验获得的ZK60镁合金的压缩应力-应变数据,采用Deform有限元仿真软件对棒材连续径锻挤压成形过程进行了数值模拟,以获取镁合金棒材不同分区内的等效应变分布。具体有限元模拟参数设置如下:棒材设为塑性体,泊松比为0.35;为了减小模拟与实验结果的锻后尺寸误差,棒料与锤头和挤压模具的库伦摩擦值设置为0.3[17];棒材与空气热对流系数设置为0.02 N/(s·mm·℃)[18],该值能准确模拟棒材在热加工时的空气换热过程。
图1为径向锻造-挤压工艺流程示意图。首先,铸态ZK60棒料随炉以10℃/min的速度升温至350℃并保温3 h后进行径向锻造,经过3道次径向锻造,使初始ϕ140 mm的棒料缩减为ϕ90 mm,其径向方向的累积变形量为36%。径向锻造的参数设置如下:锤头打击频率为300 次/min;轴向进给速度为25 mm/s,周向速度为17.5 (°)/冲程。随后对径向锻造后的棒材进行热挤压试验,挤压温度为350℃,挤压比为25∶1,挤压速率为10 mm/s,最终成形后的棒材为ϕ18 mm。对径向锻造成形的ϕ90 mm棒材沿径向方向的边缘、中间及中心位置和最终挤压成形的ϕ18 mm棒材留样进行微观组织分析。
2结果与分析
2.1有限元数值分析
根据径向锻造的金属流动特性,在径锻阶段将坯料分为3个区域:刚性区Ⅰ、锻造区Ⅱ、定径区Ⅲ[19]。其中区域Ⅱ是径向锻造的主塑性变形区(见图1)。在挤压阶段,分为3个区域:刚性区Ⅳ、塑性Ⅴ和定径Ⅵ。由于材料最终的成形是发生在塑性成形区Ⅱ和Ⅴ,因此主要对上述区域的应力应变场进行重点研究。有限元全流程仿真结果如图2所示,重点针对第三道次棒材完成一次锻打后的应变场分布情况进行
分析,数据采集轨迹由A点开始直至C点结束。对A-A¢、B-B¢和C-C¢截面处径向方向的等效应变分布结果进行等距提取,发现由外到内等效应变逐渐减小,具体结果如图3a所示,实线为拟合后的曲线,可以发现等效应变值变化趋势满足二次函数关系,且等效应变值随着锻打次数的增加而不断增加,最后心部等效应变值达到1.66。在径向锻造过程中,当等效应变值达到0.2时即被认为锻透[20-21],结合上述结果可知,坯料完成径向锻造之后,心部已经被锻透。
从径向锻造棒材的应力-应变状态(图2b)可见,心部O点在轴向上为拉应力状态,径向上为压应力状态,并在轴向上产生拉伸应变(1.2~1.5),在径向上产生相等的压缩应变(−1.2~−1.5)。可以发现,棒料的最外层应变最大(6.5),并且沿着径向方向逐渐变小(最小为1.2),表明棒材的外部(P点)至心部(O点)有明显的应变梯度,此外,A-A'向C-C'的等值线由稀疏变得逐渐密集,这表明随着锻打次数的增加,应变在径向的梯度越来越大(应变梯度系数从0.248D增至0.544D,D为梯度值)。具体二次拟合函数和梯度见表2。挤压阶段的等效应变场分布如图2c所示,经过进一步的挤压变形之后,变形量增大,等效应变值在挤压的入口拐角处(12.4)最大。与径向锻造阶段不同的是,棒材在挤压塑性变形区始终处于三向压应力状态,即在轴向上也处于压应力状态(图2d),这与Mayama等[22]的研究结果一致。经挤压比25∶1挤压后,棒材径向应变梯度几乎消失。
2.2微观组织
图4为铸态棒料的晶粒形貌,晶粒为粗大的等轴晶粒,平均晶粒尺寸为31 μm,并且晶粒取向相对随机,无明显织构集中偏转现象。经过连续径向锻造-
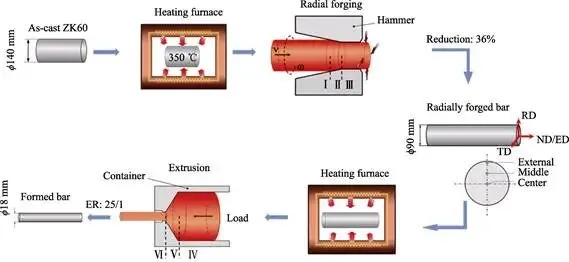
图1径向锻造-挤压工艺流程图
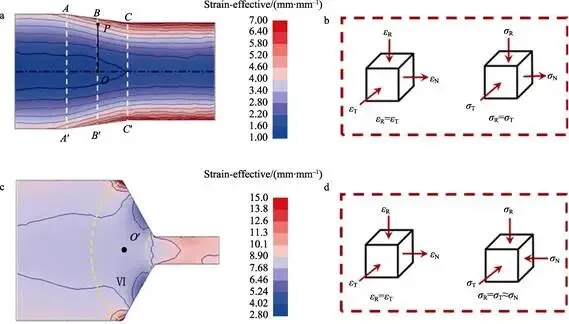
图2径向锻造棒材等效应变分布(a)、O点应力应变状态(b)、径锻-挤压棒材等效应变分布(c)以及O¢点应力应变状态(d)
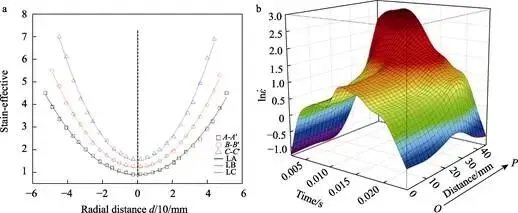
图3径锻塑性变形区等效应变(a)以及应变速率随时间和位置变化(b)
挤压成形后的微观组织结构如图5所示。图5a、图5d、图5g分别为沿半径不同长度下锻造棒材的微观结构。在外部、中间和心部可以清楚地观察到不同的晶粒微观特征。在外部可以观察到,粗大的晶体周围存在大量细小的等轴晶粒,且外部的平均晶粒尺寸最小,随着径向深度的增加,晶粒平均尺寸逐渐变大,细小的等轴晶粒逐渐减少。经统计,3个部位的晶粒尺寸分别为4.22、7.06、8.82 μm,这主要归因于ZK60镁合金在径向锻造过程中的应变梯度效应。同时,3个位置的动态再结晶晶粒平均尺寸及所占比例如图6所示,发现外部区域的再结晶晶粒尺寸最小,为3.87μm,而再结晶晶粒的比例却是最高的,并且越靠近中间区域再结晶晶粒尺寸越大,数量所占的比例也越小。Zener-Hollomon(Z)参数[23]可以用来很好地预估动态再结晶晶粒尺寸,如式(1)~(3)所示。
式中:dDRX为动态再结晶后平均尺寸,μm;E为结构因子;n为晶粒度指数;为应变速率,s−1;Q为激活能,J/mol;R为气体常数,R=8.314 J/(mol·K);T为温度,K。由式(1)和(2)可知,动态再结晶的晶粒尺寸随着应变速率的提高而逐渐减小(见式(3))。在径向锻造过程中,基于有限元模拟获得的应变速率分布如图3b所示,该图反映了一个锻打周期内,锤头从接触至脱离坯料过程中线段OP上各点的应变速率变化。结果表明,在变形过程中,棒材的应变速率随时间的延长呈先指数级上升后下降的趋势,且外层区域的平均应变速率显著高于心部的。针对常规动态再结晶(DRX)机制,已有研究指出[24],应变速率的提高会抑制应变扩散,导致动态再结晶进行不充分,进而限制再结晶晶粒的长大,最终使晶粒尺寸细化。为进一步从微观层面量化变形分布,采用局部取向差图(Kernel Average Misorientation, KAM)进行分析,其数值可有效反映不同区域的局部变形程度与位错密度[25],从图5c、图5f、图5i可以看出,
外部区域KAM平均值最高(0.89°),而心部最低(0.71°),说明外部变形更为剧烈,与前述模拟结果一致。结合有限元数据与微观组织分析可知,外部金属在高频锻打下迅速积累应变,造成位错密度急剧升高。由于该区域应变速率较高,应变无法及时扩散,形成应力集中,因此位错在不同晶粒中的分布不均。同时,位错在晶界处堆积并缠结,加剧晶格畸变,从而激发动态再结晶(DRX)形核,形成细小的等轴新晶粒。在心部区域,晶粒的变形程度相对较小,晶粒内部储存的变形能较低,不足以充分诱发微观组织转变,因而位错密度相对外层较低,动态再结晶(DRX)的作用不如外层显著,导致动态再结晶晶粒所占比例最小。由于各晶粒的取向差异,其再结晶行为表现出不同的机制,主要包括以下2种。一是在塑性变形初期,晶粒内部在剪切应力作用下产生大量位错;随着变形进行,位错发生重排并形成大量低角度晶界构成的亚晶结构。这些亚晶通过持续吸收周围位错,逐渐增加取向差,最终演变为具有大角度晶界的新等轴晶粒。该过程伴随持续的位错吸收与晶界演化,而不依赖于明显的晶界迁移,属于连续动态再结晶(CDRX)机制,从而实现晶粒细化[26]。二是在难以发生滑移的粗大晶粒中,位错在晶界附近发生塞积,随着应变积累,促使原始晶界局部形成锯齿状形态,进一步变形会触发晶界发生突发性迁移,从而在原始粗晶内部形成新的再结晶晶粒,该过程属于非连续动态再结晶(DDRX)机制[27]。
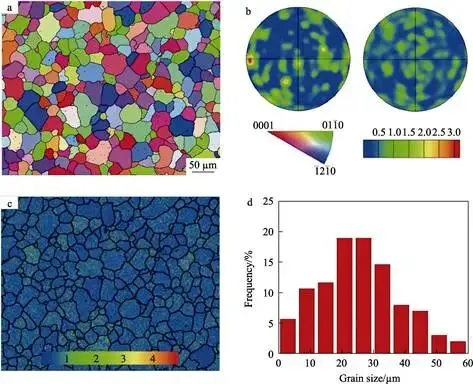
图4铸态组织形貌及织构
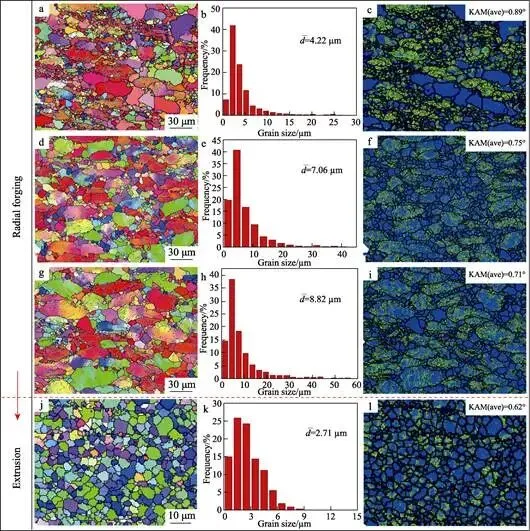
图5径向锻造-挤压棒材(ϕ90 mm和ϕ18 mm)微观组织以及径向锻造的ϕ90 mm棒材:外部区域(a-c)、中间区域(d-f)、心部区域(g-i)、最终成形的ϕ18 mm棒材(j-l)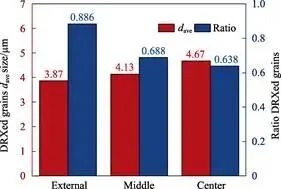
图6径锻棒材不同位置的动态再结晶晶粒平均尺寸及所占比例
经过径向锻造后,棒材累积变形量达到36%,逐渐在晶粒内部形成高密度位错,为挤压时的CDRX提供了大量位错应变能。而进行挤压变形之后,如图5j、图5k所示,晶粒进一步细化,粗大的晶粒经过充分的动态再结晶之后被基本消耗,最终形成细小的等轴晶粒,晶粒大小更加均匀,平均尺寸为2.71 μm。可以观察到,部分晶粒内部KAM值仍然很高(图5l)。通过观察径锻-挤压之后材料的TEM微观结构特征(图8)也可以发现,在一部分晶粒内部存在着高密度的位错(图8b),并且位错之间相互缠结。文献[28]认为,位错运动容易在晶界处受到阻碍或者在三叉晶界处塞积形成位错墙。同时发生位错攀移,形成位错胞状结构及小角度晶界,最后形成细小的动态再结晶晶粒(图8c)。镁合金在塑性变形中析出的第二相对镁合金的性能具有重要的强化效果。在Mg-Zn-Zr系合金中,由Mg和Zn组成的第二相会在镁基体中大量析出,其中β-MgZn2是ZK60镁合金中常见的第二相[29-30]。从图8c、图8d中可以观察到,β-MgZn2呈短棒状在晶粒内部以及晶界处分布,其尺寸非常小(平均尺寸为50 nm),且均匀弥散地分布在镁基体中,这可以有效阻碍位错运动从而增大合金抵抗塑性变形的能力;同时这种分布可以减少应力集中点,有效阻止微裂纹的萌生,在改善材料强度的同时减少塑性损失。
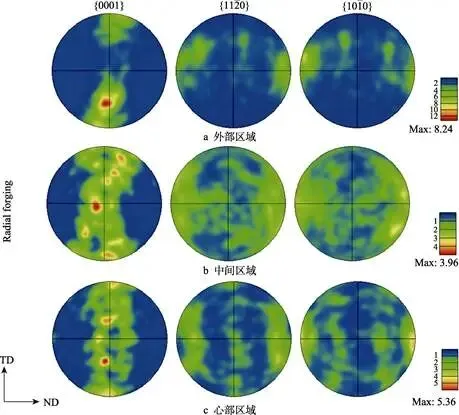
图7径向锻造加工后的棒材动态再结晶晶粒织构
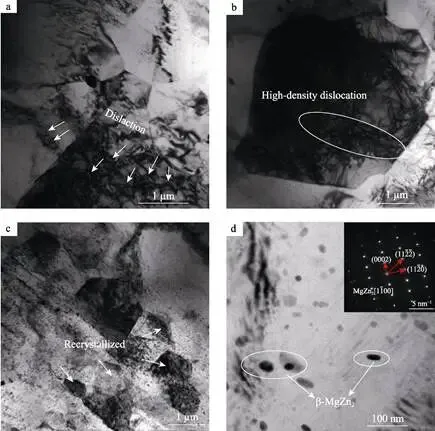
图8最终成形的挤压态ZK60镁合金棒材的TEM微观结构
2.3织构
图9为径向锻造-挤压后的取向极图。在径向锻造过程中,棒材的外部区域处于单向受压状态,基面滑移的开动导致合金晶粒c轴倾向于沿径向方向排列,因此形成了织构密度很高(13.46)的基面织构(图9a)。随着变形程度沿着径向递减,中间区域锻透性减弱,在中间区域,织构密度显著降低到5.02。从图9c可以看出,在心部区域,棒材形成典型的纤维织构,并表现出略高于中间区域
的织构密度,为6.29。径向锻造棒材3个位置的动态再结晶占比及相应的织构强度分别如图6和图7所示。对比可知,DRX晶粒可以使材料的织构得到明显弱化。有研究表明,动态再结晶的随机取向可以弱化织构[31-32]。Schmid因子主要反映滑移时晶粒取向与外力方向的关系,当力加载方向与滑移面和滑移方向呈45°时,Schmid因子最大,切应力也最大,最容易激活滑移系产生塑性变形[33]。而镁合金最主要的滑移机制为基面<a>滑移,图10为沿轴向加载的基面滑移Schmid因子分布图,可以看出,相较于外部区域的低Schmid因子水平,中间区域较高的Schmid因子使基面滑移系更容易激活。图9d为经过进一步挤压之后的棒材织构,可以发现,棒材最终呈现出典型的纤维织构,密排六方晶格的基面多数平行于ED方向,织构密度为7.22。
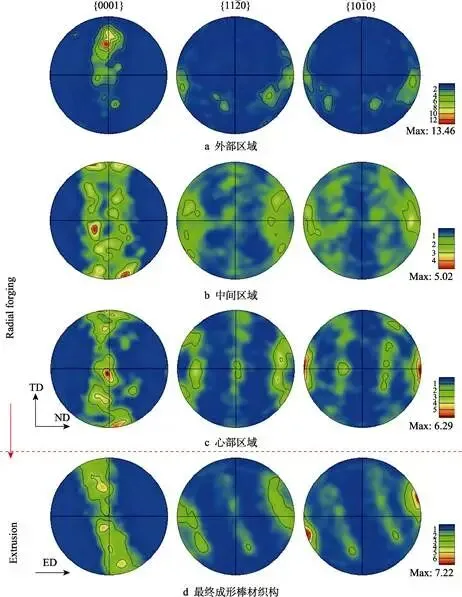
图9径向锻造加工后的棒材织构
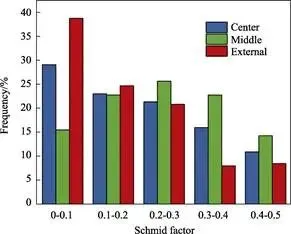
图10 径向锻造后棒材在基面滑移的施密特因子图
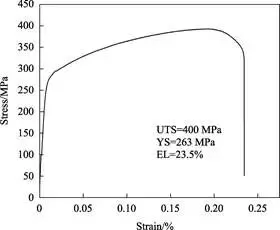
图11径锻-挤压加工的棒材拉伸应力-应变曲线
3结论
采用径向锻造-挤压的新型工艺对铸态ZK60镁合金棒材进行了加工,模拟分析了径向锻造+热挤压棒材的变形过程,研究了径向锻造及径向锻造+热挤压后棒材的微观组织演变机理,并对棒材的力学性能进行了测试,获得的主要结论如下:
1)有限元模拟分析结果表明,径锻-挤压棒材在径向存在应变梯度,由外到内,应变逐渐减小,并且径向锻造后的棒材心部区域轴向处于拉应力状态。
2)径向锻造后棒材的平均晶粒尺寸沿径向表现出逐渐增大的梯度,从外部到内部分别为4.22、7.06、8.82 μm。织构上也存在着显著的不同,外层呈现密度较高的基面织构,中心层织构密度减弱。
3)径锻-挤压之后的组织呈现出完全动态再结晶,晶粒平均尺寸约为2.71 μm。晶粒中的位错密度较高,且伴随着的第二相β-MgZn2的析出,第二相外形呈杆状,平均尺寸约为50 nm,分布均匀,有利于阻碍位错运动,提高ZK60镁合金强度。
4)经过径锻-挤压的ZK60镁合金棒材,晶粒明显细化,综合性能得到极大的提升,抗拉强度达到400 MPa,延伸率高达23.5%。